在机组式凹印机印刷过程中,使用凹印版滚筒一般要注意如下事项。
张力控制:
承印材料在印前放卷、多色印刷或印后收纸等过程中须保持一定的张力,张力太大易产生纵向皱纹,太小则易产生横向皱纹,张力波动会影响套印的准确性。此时注意版滚筒的递增是否正确,以常用的BOPP塑料薄膜为例,一般上下版滚筒间的递增量为0.03mm。
刮墨刀和压印版滚筒的调节:
(1)刮墨刀调节:凹印机的刮墨部分由刀架、压板和刮墨刀片(0.15~0.30mm)组成。刮墨刀片的厚度、刀刃角度以及刮墨刀与版滚筒之间的角度可以调节。
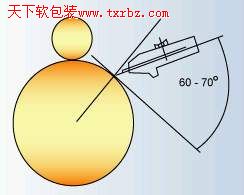
刮刀刮去印版表面油墨所需的压力与印刷速度成正比,一般速度快,压力相应要大。另外,刮刀与印版的夹角一般选择为30~70°。这样可保持刀口不伤版面,印出的产品质量还较为理想。行业经验55°较为适宜。若在油墨配比正常的情况下,在这一范围调整刮刀的角度试印都追不上标准的印样,可以考虑版滚筒的问题。
(2)调整好压印版滚筒的印刷压力:不同的承印物压印版滚筒的印刷压力不同。塑料薄膜的印刷压力为1~5Pa,铜版纸、薄卡纸的印刷压力为8~15Pa,白板纸等印刷压力为20~30Pa。油墨干燥温度的调节:凹印油墨目前基本上都是溶剂型油墨,印刷时,操作者应根据承印材料的种类、印刷速度、图文面积、墨层厚度调整各单元的干燥温度。干燥温度不易过高,一般应控制在80℃以下,最高也不要超过100℃。否则会引起承印材料收缩、影响套准、油墨堵版、印刷起斑,过低则油墨干燥不良,造成反粘,产生重影。
套印:
有效地利用手动电脑套印标志确保套印准确,机器调整好后便可进行套印,首先用手动调节钮将版面套准,然后进行电脑调整。
套印的纵向误差依靠张力调节,横向误差依靠纸带横向位置控制系统和推拉版滚筒调节。同时观察手动套印标志马克线和电脑对版标志标准色标是否准确。若上述操作达不到目的则考虑套印标志制作不合格或与图文排列位置有误。
正式印刷中对印样的核对:正式印刷时,操作者要不断将印样与标准样核对,检查是否有误差,并进行必要的调整。
版滚筒第一次使用完,若准备下次还用,应当先用稀料清洗版滚筒特别是网穴内的油墨(注意不可把不同色的两支版滚筒放在一起清洗,防止污染印版)。清洗完成后应在印版表面均匀涂抹油脂防锈,此项工作必须在少尘或无尘的环境中进行,防止堵塞网穴。之后包装好放入通风干燥处保存。











