
图2 是加工此类包装制品常用的自动包装机的一个实例。

这一类包装袋常用的结构为PET/油墨//AL//LDPE。 这一类包装袋的特点是在热封的部位很容易发生表层印刷薄膜与中间的铝箔层分层的问题,如图3所示。
从图3 的呈“井”字格分布的热封印记上可以清楚地看出“井”字的中间部位的颜色明显比其旁边要浅一些。这就是已发生分层问题的表现。

通常,在发生此类问题时,药厂都会向软包装企业投诉,称所提供的药包材料的复合强度不够;而软包装企业就会向油墨厂或胶水厂投诉,或称油墨的附着力不够,或称胶水的粘接力不足。
一个软包装企业通常都会向多个药厂供应包材,如果进行跟踪的话,可能发现:同一类的包材经常出现投诉的可能只是少数几个药厂;如果对药厂的生产过程进行连续跟踪的话,可以发现:在同一批药包材料中并不是全部的制品都会出现上述的分层问题;如果继续对已发生分层问题的制品进行跟踪的话,可能这些制品都出自于某台包装机或某些个操作工。
笔者对搜集到的药包制品进行了观察,拍摄了一些照片如下。
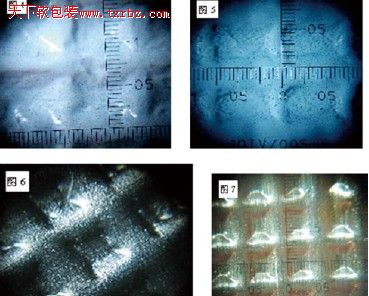
图4的封口花纹是12线/cm的正四棱锥形;为实地白墨印刷复合产品;
图5的封口花纹是12线×13线/厘米的四棱台形;为实地白墨印刷复合产品;
图6的封口花纹是10线/厘米的四棱台形;为无印刷的复合产品;
图7的封口花纹是17线/厘米的四棱台形;为透明黄墨印刷的复合产品。
如果将图4至图7的封口花纹比做涂胶辊的网穴,则可以看到:图5至图7的网墙完整、穴底清晰;而图4则是网墙不完整、穴底不清晰。
图8到图10是从与图4相同的样品袋上摄取的照片。
与图4相比,图8的特点是:
1、局部的网墙已不复存在;
2、印刷膜与铝箔间已部分地、不规则地发生分层现象(颜色较浅的区域);
与图4相比,图9的特点是:
1、网墙可见,四棱锥形的网穴也清晰可辨;
2、在部分网穴的底部出现了不规则的“黑线”,实际为铝箔层已被压裂的痕迹;
与图4相比,图10的特点是:
1、网墙可见,四棱锥形的网穴也清晰可辨;
2、在个别网穴的底部出现了不规则的“黑线”,实际为铝箔层已被压裂的痕迹;
3、全部的网穴底部均呈现“不平整”的状态,可理解为油墨层已发生“熔解”现象;
图5和图11是网穴底部的油墨层已发生“熔解”现象的又一个佐证。
在制袋机上进行制袋加工时,热封刀的温度有时会达到200℃甚至210℃,但很少看到如图5和图11所显示的状态。换句话说,能将药包袋加工成如图5和图11所示状态的自动包装机的热封温度一定超过了210℃。
PET膜和铝箔都是有一定延展性的材料,但在加工成包装袋的瞬间出现了破裂的现象,说明热封刀施加给包材的延伸度超过了材料所能接受的程度。
有些药厂的操作工说:花纹压深一些觉得好看。其实,采用花纹热封刀进行热封的主要目的是要保证热封口的密封性,美观性是其次的;如果将铝箔层都压破了,使包装丧失了其密封性,光有好看的外观又有什么用呢?
从技术层面上讲,从兼顾密封性与外观的角度出发,热封刀的花纹一定不能是棱锥形的,而应当是棱台形的。热封刀的温度应以不使油墨层发生变化(熔解)为上限。
软包装企业应当敢于对药厂说“不”,尤其是在发生了上述的投诉,且明知对方的热封刀就是四棱锥形的花纹时。











