一、直接涂布(压榨涂布)
这种涂布基材一般为无纺布类基材,胶液存于两滚筒之间的间隙内,胶液为易沉淀的物质,如:三氧化二铝、硬质碳酸钙等,为保证胶液均匀,需一套搅拌机构,搅拌胶液均匀。涂布时,基材从左端的胶辊进入侵胶槽,胶辊为导热油加热的主动牵引辊,胶辊将布基内的多余水分蒸发,以便吸收胶液。侵胶后通过右端的钢辊挤压,将多余的胶液挤出,控制涂布量。钢辊也为热辊,将基材烘干。该方法对胶液的黏度要求不高,涂布胶量比较大,但两辊桶的温度控制要精确。产品如:百洁布等。
二、转移涂布(辊涂法)
A:网纹辊直接涂布
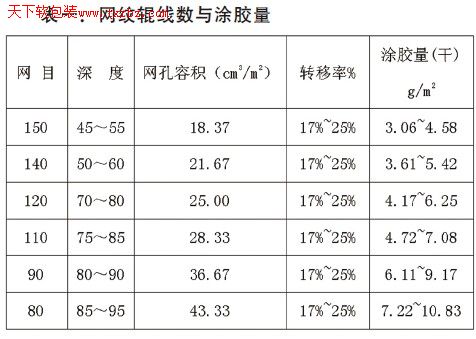
这种涂布设备主要采用网纹辊来进行上胶涂布。其涂布均匀,而且涂布量比较准确。是目前涂布领域应用最广泛的方法。涂布量主要与网纹辊的凹眼深度和胶水种类的粘度有关。网纹辊的凹眼深度越深,胶从凹眼中转移到基材上去的量相应也越多;反之,网纹辊网凹眼深度越浅,转移到基材上的量也相应减小。与黏度也有很大关系。胶水黏度太大和太小都不利于胶的正常转移。胶水黏度大易转移,太稀则易流淌,使上胶不均匀,易产生纵向或横向流水纹。所以,一旦涂布网纹辊和胶的种类定下来后,就很难调节其涂布量,这也是网纹涂布辊的应用受到限制的主要原因。
B:逆向吻涂
逆向吻涂的涂布量可通过调节网纹辊与牵引压辊之间的间隙、基材与网纹辊之间的相对速度来进行控制。网纹辊与牵引压辊之间的间隙约为料膜厚度的80%,网纹辊与基材之间的相对速度之比称为擦速比,一般为2:1。该涂布方式可用于水性涂料、乙烯树脂等胶液。
C:微凹辊涂布
微凹辊涂布是随着平面显示器尤其是液晶显示器(LCD)工业的飞速发展的一种精密涂布模式。微凹辊直径φ20mm(涂布幅宽1300mm),在微凹涂布中,由于辊径小,没有背压辊、所以进入和离开涂布区的液桥量很小,对涂布的表面质量比较高。在每一个液晶显示器中,例如光学薄膜防反射、防眩光和硬涂层保护薄膜等,这些功能薄膜都需要非常高的涂层均匀性,譬如细竖道、竖条道、肋骨棱、空气夹带等等这些涂层缺陷是不允许的,并且涂层湿厚度必须在几个微米之间,干厚在几百个纳米之间。现在能够生产出涂层厚度在微米大小的功能薄膜的常规方法,一般采用微凹版涂布方法。
D:光辊涂布
1、光辊三辊涂布
这种上胶涂布通常采用两辊或三辊转移涂布。调整其上胶辊和涂布辊之间的间隙或转速速差,就可以调整涂布量的大小。要求上胶辊、涂布辊的加工精度和装配精度高。由于这种涂布机主要采用高精度的光辊进行上胶涂布,涂布效果较好,涂布量大小除了通过上胶辊和涂布辊之间的间隙来调整,还可通过各辊之间的速度差来灵活控制,涂布精度高。一般涂布量为3-6g/m。目前在涂布复合设备上的应用也最广。如烟包的内衬纸生产,用湿法复合工艺完成,涂布头就采用此结构。
2、光辊两辊涂布
如果下部两辊体加热可用于涂蜡或热熔胶的涂布 如:口香糖的包装纸就采用此结构进行纸张的涂蜡(食品蜡)进行防潮处理、其它调节功能与光辊三辊涂布类似。
三、刮刀涂布
A:逗号刮刀涂布
适应范围广,最适于较高黏度胶液的涂布,范围:1000-30000cps黏度的胶液,涂胶厚度:20μm以上。此类刮刀常采用强度、硬度较好的圆钢制成刀口。刮胶时该刮刀固定不转动,这种刮刀的强度,硬度高,刃口直线度误差小,可以采用气动和微调机构来调节和控制刮刀位置,涂布量控制和刮胶精度高,使用也极为方便。由于其刮胶很均匀,所以适用于光辊上胶涂布的精确刮胶,如:涂布纸张的生产,特殊薄膜的生产。
B:刮棒涂布
刮棒涂布多用于有机溶剂涂布,二次涂布时的底涂。其主要结构由一个带料辊和一个刮棒组成。基材通过带料辊时,由带料辊将过量的胶液涂覆于基材上,然后由刮棒将过量的胶液刮下,并进行计量与整饰。刮棒直径一般为φ10mm,转速10~20m/min。
四、非接触式涂布
A:挤出涂布
挤出涂布是将热熔性树脂,如PE、EVA、EAA等由挤出机塑化后由T型模头挤出涂布在一种基材上,冷却后制成复合薄膜的方法。其优点:复合速度快,适合大批量的生产,可自由选择基材,加工成本低,可任意设定挤出厚度,可生产特殊的功能膜,减少生产流程。
B:帘式涂布
帘式涂布是BMB公司于1995年研发成功,最初是为水性胶涂布而研发的,当然,如果其它材料涂布参数和工艺满足帘式涂布要求,也可以采用这种方法。例如:微胶囊涂布,热敏材料涂布,喷膜材料涂布,PVDC和其它介质涂布都可以采用这种方法涂布。其优点如下:灵活、洁净的涂布应用,操作简便,改变涂布克重简单(改变泵速),广泛的涂布克重范围,较宽的黏度范围,洁净的工作环境,用少量的水即可清洗,材料边缘没有厚边产生。目前该涂布方式已成为高速涂布发展趋势。
涂布技术虽然在我国已经经过了十几年的发展历史,但由于涂布机制造大多属于单件小批量定做的产品,再加之各个企业的生产工艺技术属于保密,因此涂布技术的发展一直受到限制。当然,随着一些专业制造涂布复合设备厂家的出现和发展,一些更新型的涂布和刮胶方法也会随着出现。预计在未来几年,我国涂布技术将以更快的速度得到发展。











