一、多层共挤复合的特点
多层共挤复合是把两种或两种以上的材料在熔融状态下,在一个模头内复合熔接在一起。共挤复合的基础树脂一般是HDPE、PP等树脂,阻隔树脂主要是PA、EVOH、PVDC等。
多层共挤复合技术与干式复合相比,起步较晚,但有节省原材料、原料多样化、适应环保要求、不使用有毒粘合剂等优点。而且阻隔效果十分理想,并随着复合层数的增加,效果越好。目前复合层数已经发展到九层甚至十一层,发展迅速,已经应用在包装膜和中空容器上面。但共挤复合法对工艺和设备要求都非常严格,需要较高的工人素质和较为精密的机器设备,其设备昂贵、废料回收率低等特点仍是设备生产商的技改重点。
二、多层共挤复合的常用结构和重要优势
其结构特点及用途见表1。
表1 多层共挤出复合膜的几种结构特性与用途
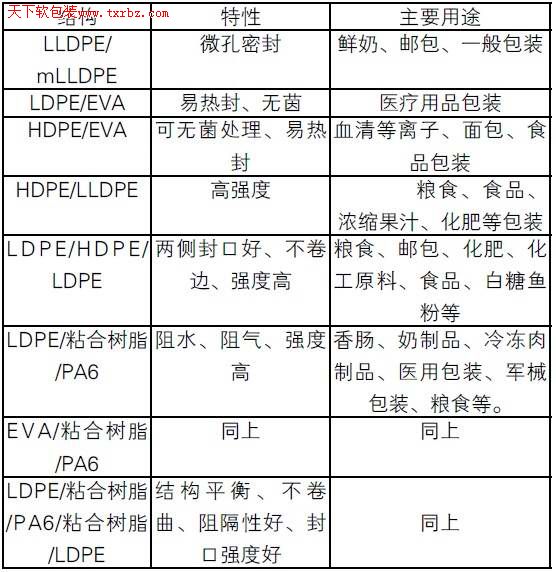
具有高阻隔性设计的共挤流延膜是共挤复合的重要优势。高阻隔性多层共挤流延膜是以高阻隔材料为主要材料,配合其他复合材料和粘接树脂经一次挤出成型的,其原材料可分为3大类,即高阻隔材料、复合材料和黏结材料。高阻隔材料的性能直接影响共挤流延膜的高阻隔性。目前,常用的高阻隔材料包括PA、EVOH和PVDC三种,由于这些材料均是极性材料,吸湿力很强,而材料中的水分对生产影响很大,水分本身在加热过程中可产生降解作用,而含水分过高在熔融挤出时会产生气泡,使高阻隔材料形成断层,严重影响产品的质量,故对高阻隔材料的水分含量要求很高,一般不能超过0.06%。因此,为防止原材料的吸湿,要求采用防潮的纸铝复合包装,并在运输过程中要确保包装的完好;有条件的厂家可安装干燥器,对购入的原材料实施干燥后再使用。
根据用途,复合材料可采用蒸煮级CPP粒料、复合级CPP粒料、 LDPE、LLDPE、茂金属mlldpe,要求M值在2~12范围,熔融挤出性能良好,热封性能良好。其中茂金属因具有热封温度低、强度高、耐穿刺能力强、可抽出物量低等优良性能,与LDPE或LLDPE具有较好的相容性。二者共混能明显改善膜的物理机械性能、热封性能及印刷性,是冷冻食品、保健食品多层复合包装膜常用的一种内层材料。
黏结强度的大小直接影响共挤膜的质量。因此,根据不同的高阻隔材料和复合材料而选用黏结力强的黏结树脂,其MI值在2~6之间。
在原材料质量保证的前提下,生产工艺是控制产品质量的关键,主要包括温度、生产线速度、厚度控制、分层分流控制、表面处理等。
高阻隔多层共挤流延膜从结构上可分两大类,即对称结构A/B/C/B/A和非对称结构C/B/A。A为复合材料,B为黏结材料,C为高阻隔材料。例如常用的对称结构有PE/Tie/PA/Tie/PE,PP/Tie/PA/Tie/PP,PE/Tie/EVOH/Tie/PE,PE/Tie/PVDC/Tie/PE等;常用的非对称结构有PA/Tie/PE,PA/Tie/PP,PA/EVOH/Tie/PE等。
由于高阻隔多层共挤流延膜是由几种材料共挤成型的,其集合了多种材料的优点,因而具有很好的使用性能,可广泛应用于各类食品包装。
三、共挤复合的设计
在设计共挤层的结构、优化组合高聚物层的过程中,对树脂的亲和黏合性必须事先了解,两种树脂之间是否具有自然黏合性决定了是否采用黏合层。常用树脂层间粘合强度的比较见 表2。
表2 常用树脂层间粘附强度的比较
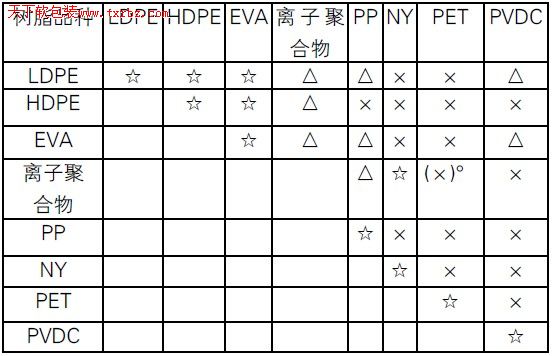
注:☆不能剥离,否则材质破坏
△粘附良好,界面剥离强度在400g/15mm以上
×无粘附力
°一定品种的聚酯
作为黏合层树脂的黏结材料,应能在任何情况下将被粘的两种材料黏合在一起,并有很好的黏合强度,不会发生分层现象。黏结可以是高聚物之间的自然黏合,也可以是特殊的黏合材料。
高聚物之间的自然黏结性能,LDPE、HDPE、EVA、离子型聚合物、LLDPE材料之间具有很好的黏结性,不需要采用黏结层;EVA与PP、离子型聚合物与PP和PA 之间也具有自然的亲和黏结能力;其他树脂不具备黏结性,需要采用黏结层。黏结层厚度一般为4-6μm。
黏结层材料的品种有乙烯-丙烯酸类聚合物、离子型聚合物、多功能乙烯类共聚物,这些材料都具有较好的黏结性。
四、应用实例
1、纸基复合材料
纸基复合材料容器是由纸、聚乙烯、铝箔等多种材料组成,西欧各国的无菌包装较多采用这类容器,尤以瑞典的利乐包装公司生产的无菌砖形盒、菱形袋为典型。这种厚约0.35mm的复合材料由8层材料构成,对氧气和水蒸汽的阻闭性极佳,而且印刷装饰效果也很好,饮用方便,产品的货架期长,是饮料无菌包装的理想材料。
纸容器的灭菌是采用过氧化氢与加热相结合的方法。先将包装材料经过过氧化氢水浴,然后在灌装时在进料管部位采用管形加热元件,使其间空气温度高达430℃,使纸表面的过氧化氢液膜迅速分解成水和新生态氧,这种氧具有极强的杀菌能力,使容器达到无菌的要求。
以德国PKL生产的康美盒为例,它是一种6层结构的复合软包装材料。最外层为聚乙烯,然后依次是白纸板、聚乙烯、铝箔、粘结层,最里层也是聚乙烯,采用白板纸代替牛皮纸作为基衬,使得纸盒的刚性大大加强。
高阻隔性塑料
国际上将对氧气透过率小于3.8cm3.mm/24b.m2.MPa的聚合物称为阻隔性聚合物。高阻隔性塑料材料具有阻氧气、阻水蒸气、阻油、透明的特性,可有效地保持容器及包装内食品原有的口感、气味、防止品质劣化、延长食品货架寿命及保质期。
例如:3层共挤层结构为:PA/Ad/PE(PP),尼龙在外层,得不到保护。尼龙有亲水性,容易吸湿气,氧气阻透性降低。如果是5层结构如PP(PET)/PE、PA外/Ad/PA/Ad/PP(PE)的话,尼龙受到了两面保护又能阻止尼龙吸湿。6层、9层经过实验,如果各种树脂安排得当,保质期可达1年以上,几乎达到马口铁罐头效果,例如PET/Ad/PA/EVOH/PA/Ad/PE(PP)。
五、结语
目前,由PA、EVOH、PVDC与PE、EVA、PP等树脂多层组合的挤出薄膜因其合理、经济、可靠的性能而风靡功能性包装薄膜市场。特别是一些非对称结构的多层共挤出产品更以其优异的复合剥离强度、突出的阻隔性、优越的耐环境性能和耐化学性、廉价的加工性、适宜的二次加工性取代了许多以干式复合为主体的包装市场, 或简化了干式复合的工序,多层共挤出复合薄膜更因其无残留溶剂的污染而受到市场的青睐。
科学地运用原料,设计合理的产品结构以及与加工工艺的紧密配合,是摆在我们每一个生产、制造商面前永无止境的挑战性课题。因为只有当加工设备、加工原料、结构设计(加工工艺)三者的技术资源得到充分利用,并达到最佳状态时,才能使包装基材在其最终产品上以最经济、最合理、最充分、最廉价的形式出现,并满足市场的需求。











