非PVC输液膜使用原料及结构
1、以美国希悦尔公司M312为代表的一类产品采用五层共挤,其主要组成为:改性乙-丙共聚物/聚乙烯/聚乙烯/乙烯甲基丙烯酸甲酯聚合物/酯类共聚物。内层的改性乙-丙共聚物能够热封、耐蒸煮且阻水性较好,中间采用改性聚乙烯改善薄膜的柔软性,外层的酯类共聚物耐热性及印刷着色性好。
2、以德国玻利西尼等公司APP114为代表的一类产品采用三层共挤,其主要组成为:PP+SEBS/PP+SEBS/PP+SEBS。内层为改性PP,热封强度高、耐蒸煮及阻水性能优良;中间层的PP与SEBS共混增加其柔软性,提高薄膜的强度且改善薄膜的耐低温性能;外层的PP选用耐热性和可印刷性较好的改性PP。三层材料均通过添加一定比例的SEBS(苯乙烯―乙烯―丁烯)来改善整个薄膜的柔软性和降低结晶度,避免薄膜蒸煮时受热导致结晶度升高而影响透明度和变硬、变脆。
主要生产设备
1、五层共挤产品生产设备(加拿大阿尔法公司制造)
挤出系统:挤出机五台(内、外层螺杆φ50mm,次内、次外层螺杆φ45mm,中间层螺杆φ75mm)、五层共挤双螺旋平面叠加模头。
膜泡成型系统:双唇风环、膜泡内冷(IBC)、膜泡外冷、膜泡大小控制装置、第一牵引装置。
旋转收卷装置:360。旋转牵引装置、第二、三牵引装置、张力控制装置、表面、中心收卷装置。
辐照交联装置:电子加速器(0.5Mev、60mA)
2、三层共挤产品生产设备(广东金明塑胶设备有限公司制造)
挤出系统:挤出机三台(内、外层螺杆φ55mm,中间层螺杆φ75mm)、三层共挤锥面叠加模头。
膜泡成型系统:单唇风环、膜泡大小控制装置、冷却水环、人字板、第一牵引装置、集水盘。
旋转收卷装置:360。旋转牵引装置、第二、三牵引装置、张力控制装置、表面、中心收卷装置。
四、生产工艺过程及温度控制
物料通过挤出机熔融塑化进入模头,经过膜泡成型系统,再进入旋转收卷装置,收卷成膜卷,其工艺流程分别如下:
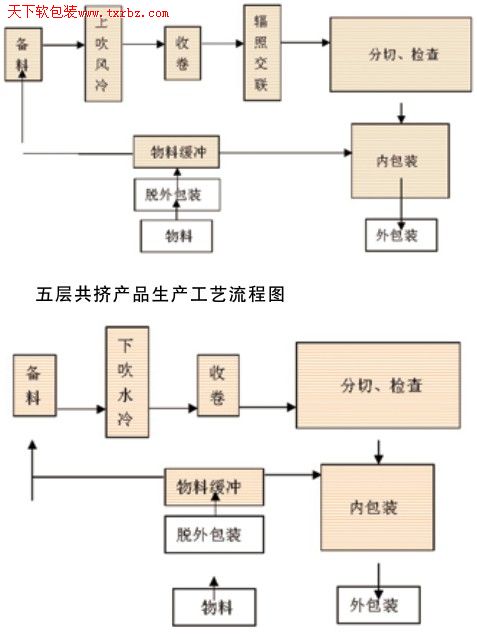
三层共挤产品生产工艺流程图
一般生产区
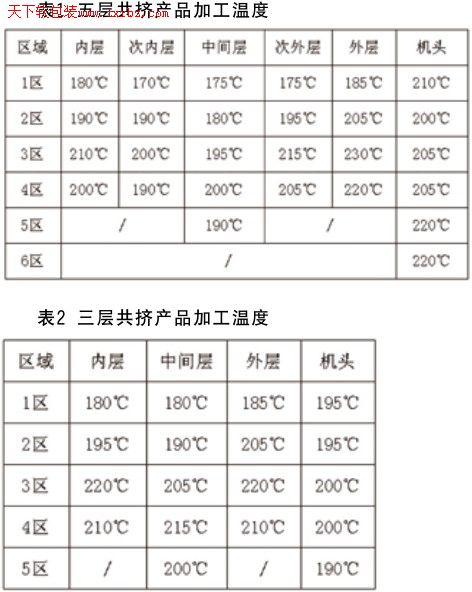
对原料加工的过程中,五层共挤产品其内(外)层挤出机、次内(外)层挤出机、中层挤出机、机头加工温度曲线分别见表1所示;三层共挤产品其内(外)层挤出机、中间层挤出机、机头加工温度曲线分别见表2所示。当改变配方或挤出量时,需调整加工温度。
五、制品及其主要性能
1、制品规格
根据不同的用途可生产出不同规格制品,一般厚度范围为180~260um,常用的厚度有190um、200um、250um。制品的宽度根据需要可分切为120mm、160mm、220mm等规格。
2、结构比例
五层产品:改性乙-丙共聚物/聚乙烯/聚乙烯/乙烯甲基丙烯酸甲酯聚合物/酯类共聚物=15%/10%/55%/10%/10%
三层产品:PP+SEBS/PP+SEBS/PP+SEBS=10%/80%/10%
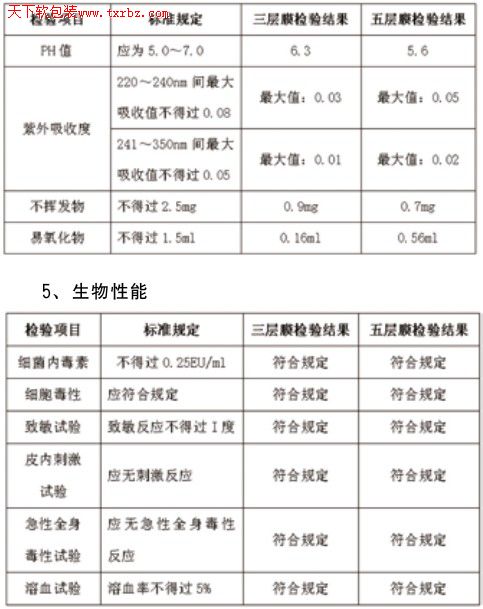
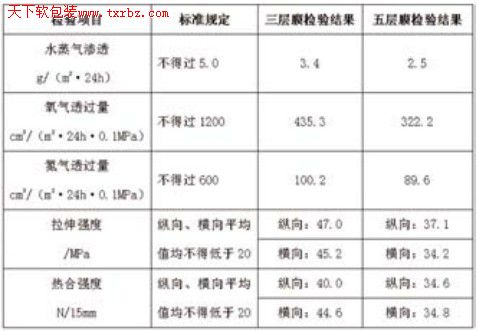
3、物理性能
4、化学性能