相对于普通轻包装印刷来说要注意以下几点:
①要按工艺要求选用油墨型号,操作工人不能随意替代。
②其多数都有边框设计,而纵向的边框是磨损刮刀的特定部位,其边缘易出现刀丝、刮墨不尽的现象。
③油墨附着力的检测,同时要关注油墨部位复合后的剥离强度及水煮后的剥离强度。
④多数都是大面积油墨块图案设计,要注意干燥良好。
2、复合
榨菜水煮包装多采用干法复合进行生产,要注意以下要点:
①面层的上胶量不是越大越好,即使是底涂型镀铝层也可能出现铝层迁移的现象,个人认为在保证复合外观质量的前提下,可以减少上胶量,不存在为提高剥离强度而增大上胶量的说法。如果是普通镀铝复合膜,上胶量保持在2.2g/m2就够了。
②内层复合时的上胶量一般控制在2.5~2.8g/m2之间。
③良好的干燥条件是保证胶水耐水煮性能的前提,实际中的很多水煮后脱层、起皱的现象,不是上胶量不足,而是胶水的反应交联比例不够,导致耐水煮性能差。
④面层胶水不干容易导致水煮后袋面的外观质量问题。有的厂家使用的是普通镀铝膜,则生产时采用少加固化剂的方法,这样容易引起胶层不干现象,虽然铝层不转移了,却出现了脱层、起皱等的外观质量现象,例如一榨菜包装袋面层剥开时胶层有明显的粘性,客户在使用时出现了一列系的外观现象(铝层均未出现转移现象),如图3、4、5、6所示。
⑤由于是大面积印刷油墨,对于干燥能力不太好的复合设备,其溶剂残留总量要控制小于5mg/m2有一定的难度,此时可考虑采用镀铝膜上胶,印刷膜贴合的方法,由于涂胶层不存在印刷油墨的吸附干扰,溶剂残留量很容易控制。

 图6
图63、制袋
对于这种一出多列的制袋产品,最容易出现局部漏封现象,而且经拉力机测试后热合强度达标了,有的经水煮后还是存在漏破包的现象。一般的控制方法是,经调机正常后连续取样编号进行水煮试验,要求连续取样数量覆盖整个封刀长度以避免漏检现象,这样能有效地避免局部的漏封现象。
另外,封合时要保证两层复合膜能完全融合在一起,不能存在靠近袋内侧的封边上1~2mm的宽度上出现能从热合面上撕开剥离的现象,其热合强度在上拉力机检测时与正常包装袋在数值上没有什么区别,但在水煮时却易出现水煮破袋现象。因为对漏破袋产生影响的是在水煮温度下热合强度的保留率,而我们检测的是常温下热合强度,两者不完全是一回事。
4、检测
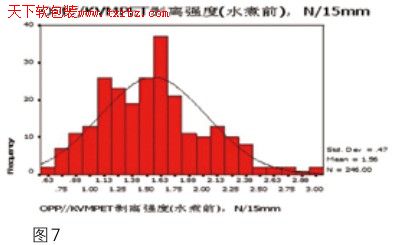
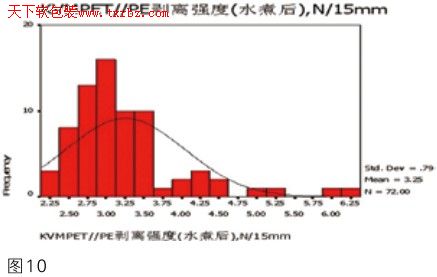
榨菜水煮包装袋在检测项目上,应增加耐水煮性能的测试,要求经耐水煮性试验后,包装袋应无明显变形、层间剥离、热封部位剥离等异常现象,且水煮后剥离强度、热合强度、拉伸强度的下降率应≤30%。下图7-11,分别是OPP//VMPET//PE榨菜水煮包装袋水煮前后面层、内层剥离强度的统计数据(VMPET为底涂型镀铝膜),仅供参考。

对于以卷膜出货的产品应检测好摩擦系数(膜与钢板)、热封温度和热封强度等性能。











