
ВҐЦч
Ин°ьЧ°ФУ№¤-·ўМыК±јд:2022/10/4 16:49:38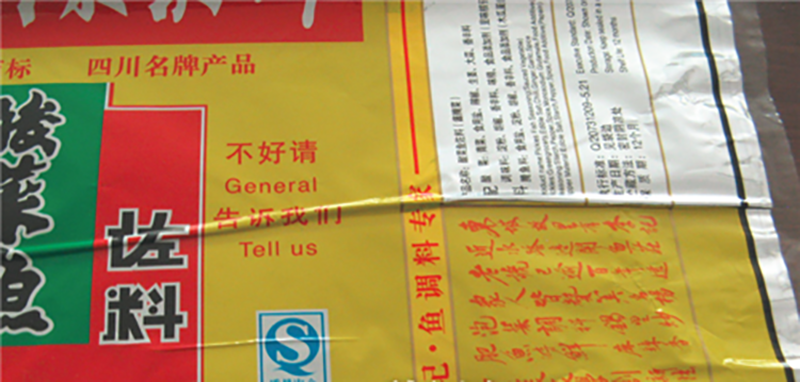
Нј1 Ў°ЛнµАЎ±ПЦПу
ЎЎЎЎЎ°ЛнµАЎ±ПЦПуФЪёХПВ»ъµДёґєПД¤ЎўѕКм»Їґ¦АнєуµДёґєПД¤ЎўјУ№¤єГµДёґєПД¤ґьЙхЦБѕ№эЛ®Цу»тХфЦуґ¦АнєуµДёґєПД¤ґьЙП¶јУРїЙДЬІъЙъЎЈЦ»КЗТµДЪИЛКї¶ФЙПКц№эіМЦРЛщІъЙъµДЎ°ЛнµАЎ±ПЦПу»бУРІ»Н¬µДіЖОЅЎЈґЛАаЎ°ЛнµАЎ±ПЦПуµДТ»ёцПФЦшМШµгКЗЈєЎ°ЛнµАЎ±µДСУЙм·ЅПтКЗІ»И·¶ЁµДЎЈ
ЎЎЎЎЎ°ЛнµАЎ±µД·ЦАа
ЎЎЎЎФЪёХПВ»ъµДёґєПД¤ЙПЈ¬Ў°ЛнµАПЦПуЎ±їЙ·ЦОЄєбПтЎўЧЭПтєНР±ПтИэАаЎЈ
ЎЎЎЎєбПтЎ°ЛнµАЎ±КЗЦёСШЧЕёґєП»щІДµДєбПтЛщРОіЙµДЎ°ЛнµАЎ±Ј¬ИзНј1ЛщКѕ;ЧЭПтЎ°ЛнµАЎ±КЗЦёСШЧЕёґєП»щІДµДЧЭПтЛщРОіЙµДЎ°ЛнµАЎ±;Р±ПтЎ°ЛнµАЎ±КЗЦёУлёґєП»щІДЧЭПтіКТ»¶ЁјРЅЗµД·ЅПтЛщРОіЙµДЎ°ЛнµАЎ±ЎЈФЪЙъІъКµјщЦРЈ¬НЁіЈУЦЅ«ЧЭПтЎ°ЛнµАЎ±єНР±ПтЎ°ЛнµАЎ±ЛЧіЖОЄЎ°ЛАсЮЎ±ЎЈ
ЎЎЎЎёґєПД¤КЗУЙµЪТ»»щІД(ЛЧіЖЎ°±нІгЎ±)єНµЪ¶ю»щІД(ЛЧіЖЎ°ДЪІгЎ±)ѕЅєр¤јБµДЧчУГХієПµЅТ»ЖрµДЈ¬ТтґЛЈ¬ФЪЎ°ЛнµАЎ±ПЦПуµД·ЦАа·ЅГжУЦїЙ·ЦОЄБЅАаЈєТ»АаКЗЎ°ДЪІгЖЅЦ±Ўў±нІг№°ЖрЎ±µДЎ°ЛнµАЎ±(ИзНј2)Ј¬БнТ»АаКЗЎ°±нІгЖЅЦ±ЎўДЪІг№°ЖрЎ±µДЎ°ЛнµАЎ±(ИзНј3)ЎЈРиТЄЧўТвµДКЗЈєґЛґ¦ЛщЛµµД±нІгєНДЪІгїЙТФКЗБЅІгµДёґєПД¤Ј¬ТІїЙТФКЗ¶аІгµДёґєПД¤ЎЈ

ЧуНјОЄНј2Ј¬УТНјОЄНј3
ЎЎЎЎЧЭПтЎ°ЛнµАЎ±ЎўєбПтЎ°ЛнµАЎ±єНР±ПтЎ°ЛнµАЎ±¶јїЙПё·ЦОЄЙПКцБЅАаЈ¬ТтґЛЈ¬Ў°ЛнµАЎ±ПЦПу№ІУР6ЦЦІ»Н¬µД±нПЦРОКЅЎЈ
ЎЎЎЎєбПтЎ°ЛнµАЎ±НЁіЈіцПЦФЪёХПВ»ъµДёґєПД¤ѕнµД±нГжТ»Іг»т¶аІгЈ¬БнУРТ»Ії·ЦєбПтЎ°ЛнµАЎ±ФтіцПЦФЪТСѕ№эТ»¶ОК±јдКм»ЇєуµДёґєПД¤ѕнµД±нГжТ»Іг»т¶аІгЎЈЧЭПтЎ°ЛнµАЎ±єНР±ПтЎ°ЛнµАЎ±НЁіЈіцПЦФЪёґєП№эіМµ±ЦРЎЈ
ЎЎІъЙъФТт
ЎЎЎЎФЪИЬјБРНёЙКЅёґєП№¤ТХКўРРК±ЖЪЈ¬ТµДЪИЛКїНЁіЈЅ«єбПтЎ°ЛнµАЎ±µДІъЙъФТт№йЅбУЪЅєр¤јБµДіхр¤Б¦№эµНЎЈ
ЎЎЎЎФЪОЮИЬјБРНёЙКЅёґєП№¤ТХїЄКјКўРРЦ®єуЈ¬УЙУЪОЮИЬјБРНёЙКЅёґєП№¤ТХµДТ»ґуМШµгѕНКЗіхр¤Б¦µНЈ¬Т»°г¶јФЪ0.5N/15mmЧуУТЈ¬ТтґЛЈ¬ТµДЪИЛКїїЄКјЅ«ЧўТвБ¦·ЕФЪБЛёґєП»ъµДХЕБ¦їШЦЖ·ЅГжЎЈ
ЎЎЎЎФЪёґєП№эіМЦРІъЙъєбПтЎ°ЛнµАЎ±µДФТтКЗБЅёц»щІДјдµДХЕБ¦І»ЖҐЕдЎЈѕЯМеАґЅІЈ¬Из№ыКЗ±нІг»щІДЎ°№°ЖрЎ±Ј¬ЖдФТтКЗДЪІгµД·ЕѕнХЕБ¦№эґуЈ¬»т±нІгµДєжПдХЕБ¦(ИЬјБРНёЙКЅёґєП)»тЗЕХЕБ¦(ОЮИЬјБРНёЙКЅёґєП)№эРЎ;Из№ыКЗДЪІг»щІДЎ°№°ЖрЎ±Ј¬ЖдФТтКЗ±нІгµДєжПдХЕБ¦»тЗЕХЕБ¦№эґуЈ¬»тДЪІгµД·ЕѕнХЕБ¦№эРЎЎЈ
ЎЎЎЎФЪКм»Ї№эіМЦРІъЙъєбПтЎ°ЛнµАЎ±µДФТтКЗёґєПД¤ЦРµДДіёц»щІДФЪКм»ЇОВ¶ИµДЧчУГПВСШЧЕёґєПД¤µДЧЭПт·ўЙъБЛДіЦЦіМ¶ИµДИИКХЛхЈ¬µјЦВёґєПД¤јдіцПЦБЛЅПґуµДИИКХЛхВКІоТмЎЈ
ЎЎЎЎФЪёґєП№эіМЦРІъЙъЧЭПтЎ°ЛнµАЎ±µДФТтКЗК©јУФЪіцПЦЎ°ЛАсЮЎ±µД»щІДЙПµДХЕБ¦№эґуЎЈ
ЎЎЎЎФЪёґєП№эіМЦРІъЙъР±ПтЎ°ЛнµАЎ±(ИзНј4ЛщКѕ)µДФТтКЗК©јУФЪіцПЦЎ°ЛАсЮЎ±µД»щІДЙПµДХЕБ¦№эґуЈ¬Н¬К±їЙµчЖЅµј№хіцПЦДіЦЦіМ¶ИµДІ»ЖЅРРОКМвЈ¬»тіцПЦЎ°ЛАсЮЎ±µД»щІДґжФЪЎ°µґ±ЯЎ±»т±ЎєсІ»ѕщµДОКМвЎЈ
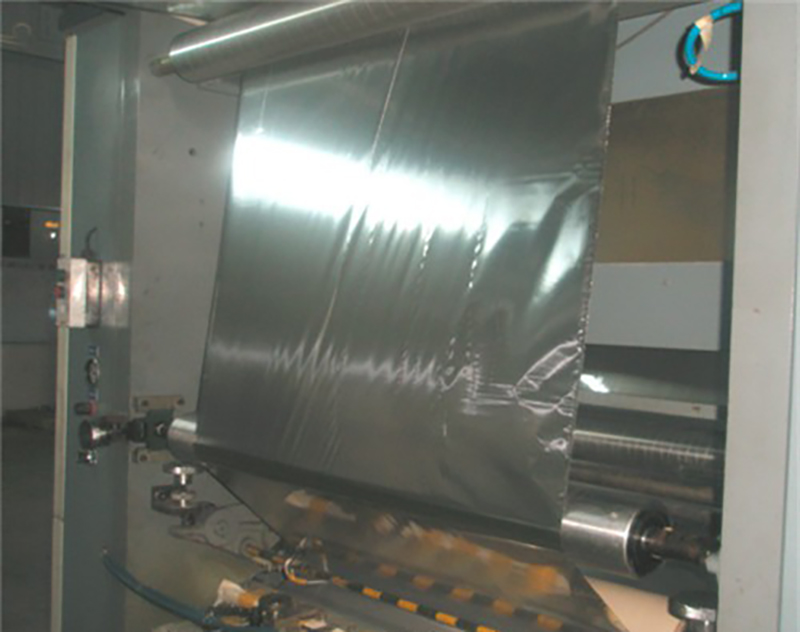
Нј4 Р±ПтЎ°ЛнµАЎ±µДЖрТт
ЎЎЎЎЅвѕц°м·Ё
ЎЎЎЎ1.єбПтЎ°ЛнµАЎ±
ЎЎЎЎ¶ФУЪєбПтЎ°ЛнµАЎ±Ј¬Из№ыЕР¶ЁОЄЎ°ДЪІгЖЅЦ±Ўў±нІг№°ЖрЎ±Ј¬РиТЄёщѕЭЙи±ёµДДЬБ¦ТФј°ёґєПД¤ЧЭПтіЯґзµД±д»ЇВКЈ¬ЅµµНДЪІгµД·ЕѕнХЕБ¦Ј¬»тХЯМбёЯ±нІгµДєжПдХЕБ¦»тЗЕХЕБ¦ЎЈИз№ыЕР¶ЁОЄЎ°±нІгЖЅЦ±ЎўДЪІг№°ЖрЎ±Ј¬ФтУ¦ЅµµН±нІгµДєжПдХЕБ¦»тЗЕХЕБ¦Ј¬»тХЯФцјУДЪІгµД·ЕѕнХЕБ¦ЎЈ
ЎЎЎЎЅЁТйФЪёґєП№эіМЦРЈ¬°ґХХНј5ЛщКѕµД·Ѕ·ЁЦрѕнјмІйёХПВ»ъµДёґєПД¤ѕнµДѕнЗъРФЎЈЧўТвЈєЙПКцјмІйУ¦КЗґУёХПВ»ъµДД¤ѕнЙПІГПВТ»Ж¬ёґєПД¤Ј¬ЖЅ·ЕФЪЧАГжЙП(К№Ц®ґ¦УЪОЮХЕБ¦ЧґМ¬)Ј¬УГµ¶ЧУФЪЖд±нГж»®Т»ёцПЯі¤І»РЎУЪ150mm µДЎ°ЎБЎ±РОЎЈ

Нј5 ёґєПД¤ѕнЗъРФјмІй·Ѕ·Ё
ЎЎЎЎёґєПД¤ѕнЗъРФјмІйµДЦё±кУРБЅёцЈєТ»КЗѕнЗъ·ЅПтЈ¬¶юКЗѕнЗъёЯ¶ИЎЈѕнЗъ·ЅПтїЙ±нГчДДТ»ёц»щІДµДХЕБ¦Ж«ґуЎЈАэИзЈ¬ёґєПД¤Пт±нІг»щІД·ЅПтѕнЗъЈ¬ЛµГчёґєП№эіМЦРК©јУФЪ±нІгЙПµДєжПдХЕБ¦»тЗЕХЕБ¦Ж«ґуБЛЈ¬»тКЗК©јУФЪДЪІгЙПµД·ЕѕнХЕБ¦Ж«РЎБЛЎЈѕнЗъёЯ¶ИФт±нГчБЅёц»щІДјдХЕБ¦І»ЖҐЕдµДіМ¶ИЎЈЦКБї№ЬАнµДДї±кКЗЈєѕнЗъёЯ¶ИІ»ґуУЪ10mmЎЈ
ЎЎЎЎ¶ФУЪѕ№эКм»ЇЦ®єуІЕІъЙъµДєбПтЎ°ЛнµАЎ±ПЦПуЈ¬їЙІЙУГТФПВјёЦЦЅвѕц°м·ЁЎЈ
ЎЎЎЎ(1)ФЪёґєПД¤ѕнµД±нГжМщЙПНЁі¤µДЅєґшЈ¬К№Д¤ѕн±нІгµДКэІгёґєПД¤ФЪКм»Ї№эіМЦР±ЈіЦХЕЅфЧґМ¬ЎЈ
ЎЎЎЎ(2)ЅµµНКм»ЇОВ¶ИЈ¬СУі¤Км»ЇК±јдЎЈ
ЎЎЎЎ(3)ФЪјУ№¤ПВТ»ѕнёґєПД¤К±Ј¬НЁ№эµчХыХЕБ¦Ј¬УРТвК№ёХПВ»ъµДД¤ѕніКПЦПтПа·ґ·ЅПтѕнЗъµДЧґМ¬ЎЈ
ЎЎЎЎ(4)ФЪјУ№¤ПВТ»ЕъёґєПД¤К±Ј¬ІЙ№є/СЎУГФЪКм»ЇМхјюПВИИКХЛхВКЅПРЎµД»щІДЎЈ
ЎЎЎЎ2.ЧЭПтЎ°ЛнµАЎ±
ЎЎЎЎ¶ФУЪЧЭПтЎ°ЛнµАЎ±Ј¬ТтЖдІъЙъФТтКЗіцПЦЎ°ЛАсЮЎ±µД»щІДµДХЕБ¦№эґуЎЈТтґЛЈ¬ґ¦Ан·Ѕ·ЁѕНКЗФЪїЙДЬ·¶О§ДЪЅµµНПаУ¦»щІДµДХЕБ¦ЎЈИз№ыКЗ±нІгіцПЦЎ°ЛАсЮЎ±Ј¬ѕНУ¦ЅµµНєжПдХЕБ¦(І»КЗµЪТ»·ЕѕнХЕБ¦)»тЗЕХЕБ¦Ј¬Из№ыКЗДЪІгіцПЦЎ°ЛАсЮЎ±Ј¬ѕНУ¦ЅµµНДЪІгµД·ЕѕнХЕБ¦ЎЈ
ЎЎЎЎ3.Р±ПтЎ°ЛнµАЎ±
ЎЎЎЎ¶ФУЪР±ПтЎ°ЛнµАЎ±Ј¬У¦КЧПИ¶ФПаУ¦µДїЙµчЖЅµј№хЅшРРµчХыЎЈИз№ыѕ№эµчХыєуЈ¬Р±ПтЎ°ЛнµАЎ±±діЙБЛЧЭПтЎ°ЛнµАЎ±Ј¬Фт»№ТЄµчХыПаУ¦»щІДµДХЕБ¦ЎЈ
ЎЎЎЎР±ПтЎ°ЛнµАЎ±µДМШµгКЗЛщїґµЅµДР±ПЯФЪДіёцµј№хґ¦»бБ¬РшІ»¶ПµШґУ»щІДµДТ»ёц·ЅПтПтБнТ»ёц·ЅПтТЖ¶ЇЎЈФЪёґєПД¤ЙПїґµЅµДФтКЗТ»МхМхР±Пт·ЦІјЗТІ»Б¬РшµДР±ПтЎ°ЛАсЮЎ±ЎЈ
ЎЎЎЎИзНј4Ј¬ЖдЦРµДЎ°Р±ПЯЎ±КЗґУёґєПµҐФЄµДЧуІаІ»¶ПµШПтУТІаТЖ¶ЇЈ¬Н¬К±ТІїЙТФГчПФµШїґµЅ±нІгµДУТІаЛщіКПЦіцµДЎ°ЛЙіЪЎ±»тЎ°µґ±ЯЎ±ЧґМ¬ЎЈЎ°Р±ПЯЎ±µДТЖ¶Ї·ЅПт(АэИзґУЧуІаПтУТІаТЖ¶Ї)±нКѕТЖ¶Ї·ЅПтІа(Нј4ЦРОЄУТІа)µД»щІДОґ±»ХЕЅфЈ¬»тХЯЛµХЕБ¦Ж«РЎБЛЎЈ
ЎЎЎЎґЛЦЦЗйїцПВЈ¬ѕНРиТЄНЁ№эµчХыУл±нІгПа№ШµДїЙµчЖЅµј№хЈ¬К№±нІг»ЦёґЧуУТХЕБ¦ѕщєвµДЧґМ¬ЎЈ·Ѕ·ЁКЗЈєЅ«їЙµчЖЅµј№хµДУТ¶ЛПтµЪ¶ю·Еѕн»ъ·ЅПтТЖ¶Ї(К№ЛЙіЪ±ЯХЕЅф)Ј¬»тХЯЅ«ЖдЧу¶ЛПтКХѕн»ъ·ЅПтТЖ¶Ї(К№ХЕЅф±Я·ЕЛЙ)ЎЈ
ЎЎЎЎµчІй/·ЦОцЛјВ·
ЎЎЎЎ(1)И·ИПєбПтЎ°ЛнµАЎ±КЗПВ»ъК±ѕНПФПЦіцАґµДЈ¬»№КЗКм»ЇТ»¶ОК±јдєуІЕПФПЦіцАґµД?
ЎЎЎЎПВ»ъК±ѕНПФПЦіцАґµДєбПтЎ°ЛнµАЎ±µДФТтКЗёґєП№эіМЦРБЅёц»щІДјдµДХЕБ¦І»ЖҐЕдЎЈКм»ЇТ»¶ОК±јдєуПФПЦіцАґµДєбПтЎ°ЛнµАЎ±µДФТтКЗёґєПД¤ЦРµДёґєП»щІДјдФЪКм»ЇМхјюПВґжФЪЅПґуµДИИКХЛхВКІоТмЎЈ
ЎЎЎЎ(2)И·ИПєбПтЎ°ЛнµАЎ±КЗФЪёґєПД¤ѕнµДБЅ¶ЛН¬К±ПФПЦіцАґЈ¬»№КЗЅцФЪёґєПД¤ѕнµДДіТ»¶ЛПФПЦіцАґ?
ЎЎЎЎФЪД¤ѕнБЅ¶ЛН¬К±ПФПЦіцАґµДєбПтЎ°ЛнµАЎ±±нКѕ»щІДКЗЖЅХыµДЈ¬Ў°ЛнµАЎ±µДІъЙъФТтКЗЙПКцµДХЕБ¦І»ЖҐЕд»тИИКХЛхВКІоТм№эґуЎЈ
ЎЎЎЎЅцФЪД¤ѕнДіТ»¶ЛПФПЦіцАґµДєбПтЎ°ЛнµАЎ±±нКѕЖдЦРДіТ»ёцёґєП»щІДІ»ЖЅХыЈ¬УРєс±ЎІ»ѕщµДЧґїцЎЈНЁіЈУРєбПтЎ°ЛнµАЎ±µДТ»¶ЛОЄДі»щІДµДХЕЅф±ЯЈ¬ЗТ±ЈіЦЖЅЦ±ЧґМ¬µД»щІДОЄґжФЪєс±ЎІ»ѕщЧґїцµД»щІДЎЈ
ЎЎЎЎ(3)И·ИПЛщїґµЅµДєбПтЎ°ЛнµАЎ±КЗЎ°±нІг№°ЖрЎ±»№КЗЎ°ДЪІг№°ЖрЎ±?
ЎЎЎЎЎ°±нІг№°ЖрЎ±µДєбПтЎ°ЛнµАЎ±±нКѕК©јУФЪДЪІг»щІДЙПµДХЕБ¦№эґуЈ¬»тДЪІг»щІДµДИИКХЛхВК№эґу;Ў°ДЪІг№°ЖрЎ±µДєбПтЎ°ЛнµАЎ±±нКѕК©јУФЪ±нІг»щІДЙПµДХЕБ¦№эґуЈ¬»т±нІг»щІДµДИИКХЛхВК№эґуЎЈ
|
ИзУцОЮР§ЎўРйјЩЎўХ©ЖРЕПўЈ¬ЗлБўјґѕЩ±Ё
ОЄБЛДъµДЧКЅр°ІИ«Ј¬ЗлјыГжЅ»ТЧЈ¬ЗРОрМбЗ°Ц§ё¶ИОєО·СУГ
Па№ШМщЧУ
- Ў¤ЅєЛ®Ед±ИЧЬКЗЛгІ»ЧјЈїКФКФХвёцЛјВ·[7-26
- Ў¤±рФЩФ©НчЅєЛ®БЛЈЎ90%µДИЛ¶јОуЅвёЙКЅёґєПЎёЅє[5-7
- Ў¤PE±ЎД¤ФЪёЙКЅёґєПЦРіЈјыµДЛДґуОКМвј°Ѕвѕц¶ФІЯ[5-7
- Ў¤ИзєОЅвѕцёЙКЅёґєПЦРµДµфУНД«ОКМв[5-7
- Ў¤CPP,CPEБчСУД¤ёЙКЅёґєПµДОеґуОКМвј°Ѕвѕц[5-7
- Ў¤ёЯОВёЯКЄ»·ѕіПВёґєПЙъІъК±µДТ»Р©ЧўТвКВПо·ЦПн[5-5
- Ў¤ёґєП±ЎД¤°юАлЗї¶ИІ»№»µДФТт·ЦАаБРѕЩЈ¬їґ¶®ФЩТІ[5-5
- Ў¤ёЙКЅёґєПД¤іцПЦЖшЕЭЈ¬МШ±рКЗ¶¬јѕИЭТЧ·ўЙъЈ¬ёГФх[5-5
- Ў¤PET¶ЖВБ±ЎД¤ёЙКЅёґєПµДјёёцДСМв[4-25
- Ў¤ёЙ·ЁёґєПК±Ј¬ХіЅбАО¶ИІ»єГёГИзєОґ¦АнЈї[4-25
¶©ФД
№«ЦЪєЕ їН·ю
ОўРЕ
№«ЦЪєЕ їН·ю
ОўРЕ

