
ВҐЦч
Ин°ьЧ°ФУ№¤-·ўМыК±јд:2025/2/12 9:53:07ФЪґЛЈ¬ОТГЗЅ«ЙоИлМЅМЦОЮИЬјБёґєП№¤ТХјјКхµДПа№ШДЪИЭЎЈОЮИЬјБёґєПјјКхЈ¬ТФЖд¶АМШµДУЕКЖЈ¬ФЪВМЙ«°ьЧ°БмУтХјѕЭБЛТ»ПЇЦ®µШЎЈЖдєЛРДФЪУЪК№УГёЯ№Мє¬БїµДЅєр¤јБЈ¬ИзєєёЯОЮИЬјБЛ«Чй·ЭХієПјБЈ¬НкИ«ЮрЖъБЛУР»ъИЬјБµДК№УГЈ¬К№µГЙПЅєБїЅцОЄ1~2g/m2Ј¬јИЅЪКЎБЛЧКФґУЦјхЙЩБЛ»·ѕіОЫИѕЎЈИ»¶шЈ¬ХвЦЦјјКхµДМфХЅРФТІФЪУЪЖдј«РЎµДНїІјБїЎЈУЙУЪОЮИЬјБЅєр¤јБµДіхКјр¤¶ИЅПµНЈ¬ѕщФИНїІјФЪІДБПГжЙПіЙОЄБЛТ»ґуДСµгЈ¬ІЩЧчїШЦЖЙФУРІ»ЙчѕНїЙДЬіцПЦЦКБїОКМвЎЈТтґЛЈ¬ФЪ№¤ТХЙПОТГЗ±ШРлСПёс°СїШЈ¬И·±ЈГїТ»ёц»·ЅЪ¶јДЬґпµЅ±кЧјЎЈ
ЅУПВАґЈ¬ОТГЗЅ«ЙоИлЖКОцОЮИЬјБёґєПјјКхµД№Шјь№¤ТХїШЦЖТЄµг
КЧПИКЗёґєП»щІДµДСЎФсЎЈОЮИЬјБёґєПјјКхіЈУГµД»щІД°ьАЁBOPPЎўPETЎўVMPETЎўCPPЎўPEєНВБІµИЎЈФЪёґєП№эіМЦРЈ¬ОТГЗРиТЄёщѕЭІДБПµДМШРФЅшРРєПАнµДІјѕЦЈ¬ИзЅ«ёХРФґуЎўНїІјРФДЬєГµДІДБПЦГУЪЦч·Еѕн№¤О»Ј¬¶шТЧАЙмµДІДБПФт·ЕФЪё±·Еѕн№¤О»ЎЈµ±И»Ј¬ХвЦЦІјѕЦІў·З№М¶ЁІ»±дЈ¬ОТГЗїЙТФёщѕЭКµјКЙъІъЗйїцЅшРРБй»оµчХыЎЈ
ЖдґОКЗЅєр¤јБµДСЎФсЎЈОЮИЬјБЅєр¤јБЦЦАа·±¶аЈ¬°ьАЁОЮИЬјБРНЅєр¤јБЎўЛ«Чй·Ц·ґПтИИНїРНЅєр¤јБТФј°UV№М»ЇРНЅєр¤јБµИЎЈФЪСЎФсК±Ј¬ОТГЗРиТЄЧЫєПїјВЗ°ьЧ°ДЪИЭОпµДЦЦАаЎў±ЎД¤ІДБПµДМШРФЎўУЎЛўУНД«УлЅєр¤јБµДПаИЭРФЎў°юАлЗї¶ИТЄЗуТФј°ИИ·вМхјюµИ¶аёцТтЛШЎЈНЁ№эєПАнµДСЎФсєНґоЕдЈ¬ОТГЗїЙТФИ·±ЈЅєр¤јБДЬ№»ід·Ц·ў»УЖдЧчУГЈ¬МбЙэёґєПЦКБїєНЙъІъР§ВКЎЈ
БнНвЈ¬»№Ри№ШЧўБЅёцЗ±ФЪОКМвЎЈЖдТ»Ј¬MDIАаРНµДТмЗиЛб»ЇєПОп»бЦрЅҐґ©НёДЪІг±ЎД¤Ј¬УлЛ®Жы·ґУ¦ЙъіЙѕЫлеї№ИИ·вІгЈ¬ХвїЙДЬЛрє¦°ьЧ°ґьµДИИ·вЦКБїЎЈХвЦЦЗйїцФЪѕЫТТП©±ЎД¤ЦКБїІ»јС»тЅєр¤јБСЎФсІ»µ±К±ёьТЧ·ўЙъЈ¬МШ±рКЗФЪК№УГЛ«Чй·ЦЅєр¤јБК±РиМШ±рѕЇМиЎЈЖд¶юЈ¬µ±ёґєПє¬УРёЯЕЁ¶ИёґєПЛ¬»¬јБµД±ЎД¤К±Ј¬Л¬»¬јБїЙДЬЗЁТЖЦБЅєр¤јБІгЈ¬µјЦВ°юАлЗї¶ИЅµµНЎўИИ·вІ»БјТФј°Д¦ІБПµКэФцґуЈ¬Ѕш¶шУ°Пм°ьЧ°ЙъІъПЯµДІЩЧчРФДЬЎЈТтґЛЈ¬ФЪґЛАа±ЎД¤µДёґєП№эіМЦРЈ¬СЎФсєПККµДЅєр¤јБЦБ№ШЦШТЄЎЈ
ХЕБ¦їШЦЖ
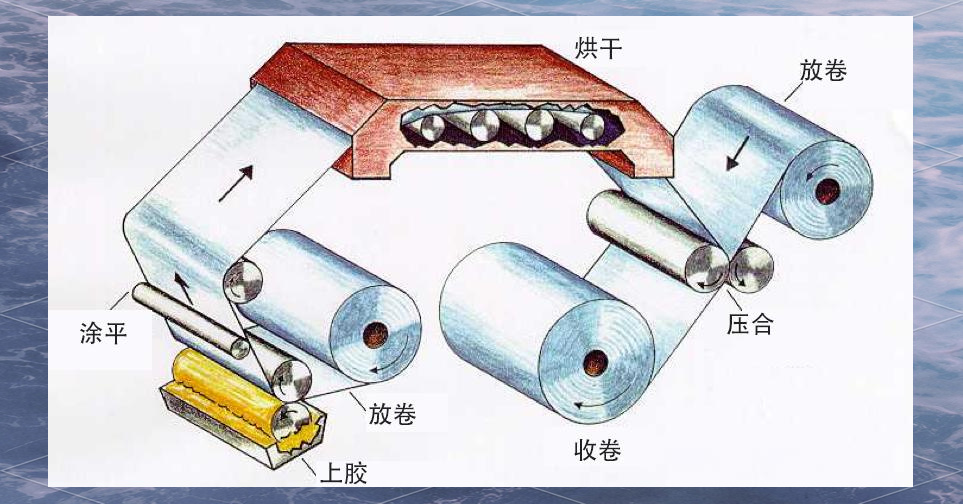
ФЪОЮИЬјБёґєП№¤ТХЦРЈ¬ѕ«И·µДХЕБ¦їШЦЖКЗІ»їЙ»тИ±µДЎЈЛьєёЗБЛЦч·ЕѕнХЕБ¦ЎўНїЅєєу±ЎД¤ХЕБ¦Ўўё±·ЕѕнХЕБ¦ЎўКХѕнХЕБ¦ТФј°КХѕнЧ¶¶ИµИ¶аёц·ЅГжЎЈНЁіЈЈ¬НїЅєєуµД±ЎД¤ХЕБ¦РиВФёЯУЪЦч·ЕѕнХЕБ¦Ј¬¶шКХѕнХЕБ¦ФтВФёЯУЪ·ЕѕнХЕБ¦Ј¬Н¬К±КХѕнЧ¶¶ИУ¦їШЦЖФЪ20%ТФДЪТФ»сЧојСР§№ыЎЈІ»Н¬ІДЦКµД±ЎД¤ФЪёґєПК±µДХЕБ¦РиЗу»бУРЛщІоТмЈ¬јґ±гКЗН¬Т»ІДЦКµ«УЙІ»Н¬і§јТЙъІъµД±ЎД¤Ј¬ЖдХЕБ¦ТІїЙДЬРиТЄОўµчЎЈАэИзЈ¬¶ФУЪPET/PEЅб№№µДёґєП±ЎД¤Ј¬PEД¤µДХЕБ¦НЁіЈЙи¶ЁФЪ5Ў«5NЦ®јдЈ¬¶шPETД¤µДХЕБ¦ФтїЙёщѕЭКµјКЗйїцФЪ7Ў«15N·¶О§ДЪЅшРРµчХыЎЈ
јмІйХЕБ¦КЗ·сєПККµД·Ѕ·ЁКЗФЪёґєП№эіМЦРНЈ»ъЈ¬ЛжєуФЪКХѕнґ¦УГµ¶Ж¬ФЪёґєПД¤ЙП»®іцТ»ёцЎ°К®Ў±ЧЦРНЎЈАнПлµДЧґїцКЗ»®іцЎ°+Ў±єуЈ¬ёґєПД¤ТАѕЙ±ЈіЦЖЅХыЎЈИф·ўПЦёґєП±ЎД¤іЇДіТ»·ЅПтѕнЗъЈ¬ХвНЁіЈТвО¶ЧЕёГІг±ЎД¤µДХЕБ¦ЙиЦГ№эґуЎЈґЛК±Ј¬У¦ККµ±ЅµµНёГІг±ЎД¤µДХЕБ¦»тФцјУБнТ»Іг±ЎД¤µДХЕБ¦ТФЅшРРµчЅЪЎЈ
НїЅєБїµДїШЦЖ
НїЅєБїµД°СїШН¬Сщ¶ФёґєПІъЖ·ЦКБїЦБ№ШЦШТЄЎЈФЪїЄ»ъЗ°Ј¬РиТЄЧРПёµчЅЪБЅёщјЖБї№хЈЁёЦ№хЈ©Ц®јдµДѕаАлЈ¬ІўИ·±ЈЧуУТБЅ±ЯµДѕаАлТ»ЦВЈ¬ґУ¶шИ·±ЈНїЅєµДѕщФИРФЎЈґЛНвЈ¬јЖБї№х±ШРлід·ЦФ¤ИИєуЈ¬ІЕДЬЅшРРјдП¶µДµчХыЎЈН¬К±Ј¬НїЅє№хµД№вЅа¶ИУ¦±ЈіЦБјєГЈ¬І»µГУРИОєОТмОпґжФЪЎЈ
НїЅєБїµДѕ«Чј°СїШ
НїЅєБїµД¶аЙЩКЗУ°ПмёґєПІъЖ·ЦКБїµД№ШјьТтЛШЎЈФЪКµјКІЩЧчЦРЈ¬ОТГЗїЙТФНЁ№э8mmєН1mmєсµДёЦіЯАґѕ«ПёµчХыНїЅєБїЎЈНЁіЈЈ¬¶ФУЪГ»УРУЎЛўНј°ёµД±ЎД¤Ј¬НїЅєБїїЙТФїШЦЖФЪ8ЦБ2їЛГїЖЅ·ЅГЧЈ»¶ш¶ФУЪУРУЎЛўНј°ёµД±ЎД¤Ј¬НїЅєБїФтїЙёщѕЭУЎЛўГж»эµДґуРЎЈ¬ФЪ5ЦБ0їЛГїЖЅ·ЅГЧµД·¶О§ДЪЅшРРµчХыЎЈЦµµГЧўТвµДКЗЈ¬УЙУЪІ»Н¬ЦЦАаµДУНД«ЛщК№УГµДКчЦ¬єНСХБПґжФЪІоТмЈ¬ТтґЛЛщРиµДНїЅєБїТІ»бУРЛщІ»Н¬ЎЈ
КХѕнУлєуґ¦АнјјЗЙ
ОЄБЛ·АЦ№їїЅьѕнРѕµД±ЎД¤іцПЦСПЦШЦесЮЈ¬ОТГЗНЖјцК№УГЦ±ѕ¶ОЄ6УўґзµДЦЅРѕЅшРРКХѕнЎЈґЛНвЈ¬ёґєПД¤ѕнµД±нГжїЙДЬ»б·ўЙъКХЛхЈ¬ОЄБЛ±ЬГвХвЦЦЗйїцЈ¬ОТГЗїЙТФФЪПВ»ъЗ°УГЅєґшЅ«Д¤ѕнµДЧуУТБЅ±ЯєНЦРјдІїО»ХіАОЈ¬ХвСщІ»ЅцїЙТФУРР§јхЙЩД¤ѕнНвІїµДАЛ·СЈ¬»№ДЬМбёЯІъЖ·µДАыУГВКЎЈ
УЙУЪОЮИЬјБЅєр¤јБµДіхр¤РФЅПІоЈ¬ЗТФЪКм»Ї№эіМЦРИФіК°лБч¶ЇМ¬Ј¬ТтґЛёґєПД¤КХѕнєуРиЗбДГЗб·ЕЎЈИфМхјюФКРнЈ¬ЧоєГЅ«ЖдРь№ТЖрАґЈ¬ІўФЪ40ЎжТФПВµД»·ѕіЦРґж·ЕЎЈ
јЖБї±ГµДО¬»¤±ЈСш
ФЪК№УГЛ«Чй·ЦЅєр¤јБК±Ј¬јЖБї±ГКЗЦБ№ШЦШТЄµДІїјюЈ¬±ШРлИ·±ЈЖдФЛЧЄХэіЈЎЈН¬К±Ј¬ЅшИлјЖБї±ГµДС№ЛхїХЖшУ¦±ЈіЦёЙФпЧґМ¬Ј¬±ШТЄК±їЙјУЧ°іэКЄЧ°ЦГТФ±ЬГвОКМвЎЈИфС№ЛхїХЖшЦРє¬УРЛ®·ЦЈ¬І»ЅцїЙДЬТэЖрХЕБ¦±д»ЇЈ¬»№їЙДЬµјЦВЅє±Г¶ВИыЎўЅєр¤јБЕд±ИґнОуТФј°Ѕє±ГДЪ№М»ЇµИОКМвЎЈ

іЈјыОКМв·ЦОц
НїІјР§№ыІ»јС
(1) ЧЄТЖ№хК©јУµДС№Б¦І»ЧгЎЈ
(2) ЧЄТЖ№хµД»ъРµЦЖ¶ЇµчЅЪІ»µ±ЎЈ
(3) НїІј№хОґі№µЧЗеЅаЎЈ
(4) НїЅєС№№хЎўЧЄТЖ№х»тёґєП№хµД№вЅа¶ИЗ·јСЎЈ
±ЎД¤±ЯФµНїІјР§№ыІ»АнПл
(1) µІ°еёЅЅьµДЅєр¤јБі¤К±јдОґёь»»ЈЁМШ±рКЗФЪёґєП°Ч°жІъЖ·К±Ј©Ј¬ґЛК±їЙНЁ№эЖµ·±°Ъ¶ЇЕзЅєЧмАґ±ЈіЦЅєр¤јБµДРВПК¶ИЎЈ
(2) ёґєП№х»тНїЅєС№№хБЅІаІРБфЅєТє»тЖдЛыФУЦКЎЈ
КХѕн¶ЛГжІ»Жл
(1) НїЅєБї№э¶аЎЈ
(2) Д¤ѕнФЪёґєП№хєуµДАдИґІ»ЧгЎЈ
(3) ХЕБ¦µчХыІ»µ±ЎЈ
(4) КХѕнґ¦µДј·С№№хІ»ЖЅХыЎЈ
(5) ±ЎД¤БЅІаНїЅєБїІоТм№эґуЈ¬РиїШЦЖФЪ2gТФДЪЎЈ
(6) ЦЅРѕУл±ЎД¤ОґЧјИ·¶ФЖлЎЈ
°Ч°ЯОКМв
(1) НїЅєБїІ»ЧгЈ¬µјЦВЅєр¤јБОЮ·Ёід·ЦЙшНёУНД«Ј¬ґУ¶шФЪёґєПД¤ЙПРОіЙПёРЎЎўѕщФИµД°ЯµгЎЈЅвѕцґЛОКМвїЙФцјУНїЅєБїІўµчХыёґєПОВ¶ИУлС№Б¦ЎЈ
(2) НїЅє»тёґєП№х±нГж№вЅа¶ИІ»јСЈ¬»тХіУРТмОпЈ¬µјЦВѕЦІї°ЯµгЦШёґіцПЦЎЈРиЗеАнТмОпІўІвБї°ЯµгјдѕаТФИ·¶ЁОКМв№хЎЈ
(3) »щІДД¤ХЕБ¦І»ѕщЈ¬ЅшИлёґєП№хЗ°ІъЙъсЮЦеЈ¬У°ПмѕЦІїёґєПР§№ыЈ¬ІўїЙДЬІъЙъЖшЕЭЈ¬±нПЦОЄ°Ч°ЯЎЈУ¦µчХыДУ¶И№хєНХЕБ¦Ј¬»тёь»»Д¤ѕнЎЈ
(4) ёґєП»тНїЅєІї·ЦµДС№Б¦ЙиЦГІ»µ±ЎЈ
(5) УНД«УлЅєр¤јБІ»ПаИЭЈ¬ОЮЅєр¤јБЙшНёµДУНД«ґ¦»біцПЦ°Ч°ЯЎЈРиёь»»єПККµДЅєр¤јБ»тУНД«ЎЈ
ЖшЕЭОКМв
(1) ёґєП»тНїЅє№эіМЦРµД№хЧУЛрЙЛ»тТмОп»мИлЎЈ
(2) ёґєПС№Б¦ЙиЦГ№эµНЎЈ
(3) ёґєПЛЩ¶И№эїмЈ¬µјЦВЅєр¤јБНїІјІ»ѕщЎЈїЙіўКФЅµµНёґєПЛЩ¶ИЈ¬»тМбЙэјРЅє№хОВ¶ИЈ¬ТФФцЗїЅєр¤јБµДБч¶ЇРФЎЈ
µ¶ПЯОКМв
ЦчТЄ№йТтУЪНїІјµҐФЄµД№хЧУОґі№µЧЗеАнЈ¬»тЧЄТЖ№хµД№в»¬¶ИІ»№»ЎЈґ¦АнґлК©°ьАЁНЈ»ъЗеАнНїІјµҐФЄЈ¬ёь»»ОКМвЧЄТЖ№хЈ¬УРК±ЗбОў»О¶ЇјЖБї№хТІїЙПыіэµ¶ПЯ№КХПЎЈ
Ѕєр¤јБёЙФпІ»ід·Ц
(1) Ѕєр¤јБµДЕдЦЖОґЧсСХэИ·±ИАэЎЈ
(2) Ѕєр¤јБТСК§Р§ЎЈ
(3) »мєПєуµДЅєТєЦР»мИлБЛЛ®·Ц»тґуБїИЬјБЎЈ
|
- Ў¤±рФЩФ©НчЅєЛ®БЛЈЎ90%µДИЛ¶јОуЅвёЙКЅёґєПЎёЅє[5-7
- Ў¤PE±ЎД¤ФЪёЙКЅёґєПЦРіЈјыµДЛДґуОКМвј°Ѕвѕц¶ФІЯ[5-7
- Ў¤ИзєОЅвѕцёЙКЅёґєПЦРµДµфУНД«ОКМв[5-7
- Ў¤CPP,CPEБчСУД¤ёЙКЅёґєПµДОеґуОКМвј°Ѕвѕц[5-7
- Ў¤ёЯОВёЯКЄ»·ѕіПВёґєПЙъІъК±µДТ»Р©ЧўТвКВПо·ЦПн[5-5
- Ў¤ёґєП±ЎД¤°юАлЗї¶ИІ»№»µДФТт·ЦАаБРѕЩЈ¬їґ¶®ФЩТІ[5-5
- Ў¤ёЙКЅёґєПД¤іцПЦЖшЕЭЈ¬МШ±рКЗ¶¬јѕИЭТЧ·ўЙъЈ¬ёГФх[5-5
- Ў¤PET¶ЖВБ±ЎД¤ёЙКЅёґєПµДјёёцДСМв[4-25
- Ў¤ёЙ·ЁёґєПК±Ј¬ХіЅбАО¶ИІ»єГёГИзєОґ¦АнЈї[4-25
- Ў¤№ШУЪёґєП№¤ТХЦРµДЎ°ЛнµАЎ±ПЦПу[4-24
№«ЦЪєЕ їН·ю
ОўРЕ

