
ВҐЦч
Ин°ьЧ°ФУ№¤-·ўМыК±јд:2022/10/29 16:51:02ЎЎЎЎЛщОЅЎ°ИЬД«ПЦПуЎ±Ј¬КЗЦёѕ№эёґєПјУ№¤µДИн°ьЧ°УЎЛўЖ·±нГжѕЦІїЗшУтµДУНД«(НЁіЈКЗ°ЧД«)ІъЙъБЛ±»ИЬ»ЇЎўТЖО»»тПыК§µДПЦПуЎЈ±ѕОДЦРЈ¬±КХЯ¶ФИЬД«ПЦПуµД¶аЦЦ±нПЦРОКЅЈ¬ј°ЖдІъЙъФТтєНЅвѕц¶ФІЯЅшРРБЛ·ЦОцЧЬЅбЈ¬ПЈНы¶ФН¬РРУРЛщ°пЦъЎЈ
ЎЎЎЎУлґјИЬЅєПа№ШµДИЬД«ПЦПу
ЎЎЎЎНј1ОЄІЙУГґјИЬЅєТФИЬјБРНёЙКЅёґєП№¤ТХјУ№¤µДґјИЬД«УЎЛўЖ·/VMPEЅб№№µДёґєПЦЖЖ·ЙПµДИЬД«ПЦПуЎЈ
ЎЎЎЎёГІъЖ·ёХПВ»ъК±ІўОЮТміЈЈ¬ИЬД«ПЦПу·ўЙъФЪКм»Їґ¦АнєуЎЈ
ЎЎЎЎґУНј1(Чу)АґїґЈ¬·ўЙъИЬД«ПЦПуµД·¶О§±ИЅП№г·є;ґУНј1(УТ)АґїґЈ¬ИЬД«ПЦПуЦ»·ўЙъФЪ°ЧД«ІгЈ¬ЖдЛыІКЙ«УНД«ОґКЬУ°ПмЎЈ
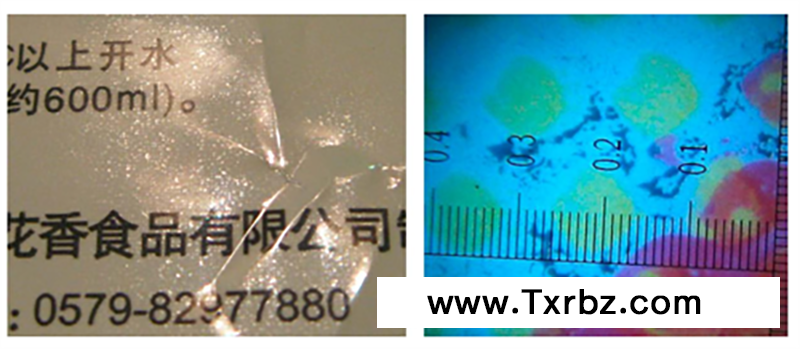
ЎЎЎЎґУЙПКцПЦПу·ЦОцЈ¬·ўЙъИЬД«ПЦПуµДФТтУ¦КЗёЙФпІ»БјЈ¬ХвАпјИУР°ЧД«ІгёЙФпІ»БјµДФТт(УЎЛўёЙФпІ»Бј)Ј¬ТІУРЅєІгёЙФпІ»БјµДФТт(ёґєПёЙФпІ»Бј)ЎЈ
ЎЎЎЎ¶ФІЯЈєЗї»ЇУЎЛўЎўёґєП№¤РтµДёЙФпМхјю(ЛЩ¶ИЎў·зБїЎў·зОВµИ)јґїЙЎЈ
ЎЎЎЎУлхҐИЬЅєПа№ШµДИЬД«ПЦПу
ЎЎЎЎ1.УНД«НПОІПЦПу
ЎЎЎЎНј2ОЄІЙУГхҐИЬЅєјУ№¤µДЛЬ/ЛЬЅб№№ёґєПЦЖЖ·ЙПµДИЬД«ПЦПуЎЈ
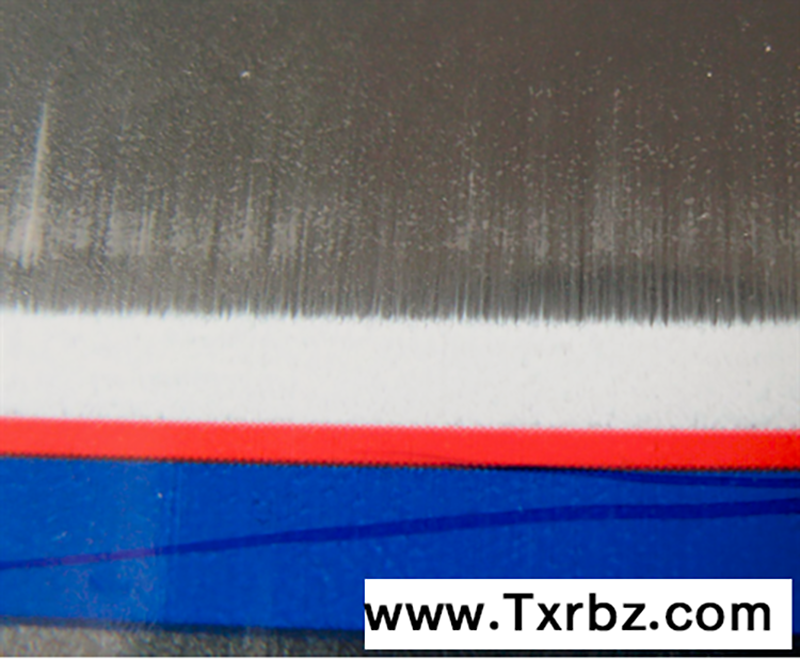
ЎЎЎЎФЪёГІъЖ·ЙПЈ¬°ЧД«ІгµДєуФµУРГчПФµДЎ°НПОІЎ±ПЦПуЎЈ
ЎЎЎЎёґєП№эіМЦРК№УГБЛЖЅ»¬№хЈ¬їЙДЬКЗУЙУЪёґєПјУ№¤ЛЩ¶И№эВэ»т°ЧД«ФЪхҐАаИЬјБЧчУГПВµДЎ°ёґИЬРФЎ±М«єГЈ¬К№°ЧД«±»Ії·ЦИЬЅвЈ¬ІўУЙЖЅ»¬№хґшµЅБЛУЎЛўЖ·±нГжФ±ѕГ»УРУНД«µДЗшУтЎЈ
ЎЎЎЎ¶ФІЯЈєМбёЯёґєПјУ№¤ЛЩ¶ИЎЈ
ЎЎЎЎ2.Ў°»®єЫЎ±ПЦПу
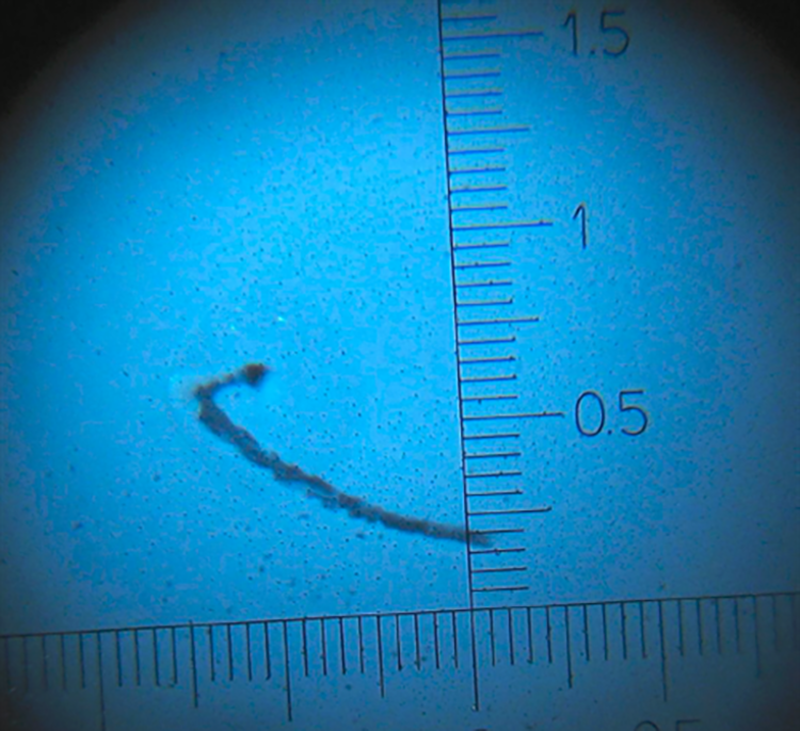
ЎЎЎЎНј3ЎўНј4ОЄБнНвБЅЦЦИЬД«ПЦПуЎЈИзНј3ЛщКѕЈ¬ФЪТ»Ії·ЦёґєПЦЖЖ·ЙПЈ¬МШ±рКЗє¬VMPETД¤µДёґєПЦЖЖ·ЙПЈ¬ёГИЬД«ПЦПу±нПЦОЄСШёґєПЦЖЖ·ЧЭПтµДЎ°ББПЯЎ±Ј¬УлЎ°ББПЯЎ±Па¶ФУ¦µД¶аІгУНД«И«¶јПыК§БЛЎЈ
ЎЎЎЎЦ±№ЫµШИҐїґХвР©Ў°ББПЯЎ±Ј¬»бИПОЄХвКЗТ»ЦЦЎ°»ъРµ»®ЙЛЎ±Ј¬ТтґЛТІУРИЛіЖґЛПЦПуОЄЎ°»®єЫЎ±ПЦПуЎЈ
ЎЎЎЎИз№ыНј3ЛщКѕЎ°ББПЯЎ±ХжµДКЗУЙЎ°»ъРµ»®ЙЛЎ±ЛщµјЦВЈ¬ДЗГґЎ°»®єЫЎ±ѕНУ¦ёГ¶јСШЧЕ»щІДФЛРРµД·ЅПт(јґёґєП±ЎД¤µДЧЭПт)іКПЦЎЈ
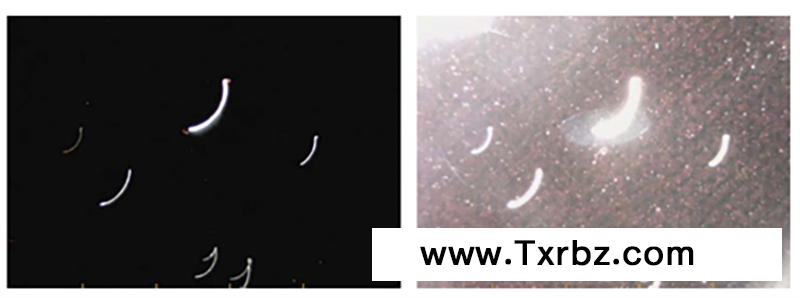
ЎЎЎЎµ«ИзНј3єННј4ЛщКѕЈ¬ФЪІ»Н¬ґжФЪЎ°ББПЯЎ±µДёґєПЦЖЖ·ЙПЈ¬Ў°ББПЯЎ±µДСУЙм·ЅПтјИУРєбПтµДЎўР±ПтµДЈ¬ТІУРОЮ№жФтРОЧґµДЎЈФЪНј4ЦРЈ¬І»µ«КЗУлЎ°ББПЯЎ±Па¶ФУ¦µДУНД«ІгПыК§БЛ(ИзНј4(Чу))Ј¬ЙхЦБУлЦ®ПаУ¦µД¶ЖВБІгТІПыК§БЛ(ИзНј4(УТ))ЎЈХвР©ПЦПуПФИ»І»ДЬУГЎ°»ъРµ»®ЙЛЎ±µДАнУЙЅшРРЅвКНЎЈ
ЎЎЎЎ±КХЯФшФЪТ»јТїН»§µДЙъІъПЦіЎЈ¬ґУёХПВ»ъµДёґєПД¤ѕнЙПІГПВБЅХЕёґєПД¤Ј¬Т»ХЕДГФЪКЦЦРЈ¬БнТ»ХЕ·ЕИл50ЎжµДКм»ЇКТЦРЎЈ
ЎЎЎЎ5·ЦЦУєуЈ¬ДГФЪКЦЦРµДёґєПД¤НкєГИзіхЈ¬¶шґУКм»ЇКТЦРИЎіцµДёґєПД¤іКПЦіцАаЛЖУЪНј3µДЧґМ¬ЎЈХвЛµГчКЬИИКЗґЛАаЎ°»®єЫЎ±ПЦПуПФПЦµД±ШТЄМхјюЦ®Т»ЎЈ
ЎЎЎЎБнѕЭТ»Р©їН»§µДРЕПўЈ¬ДіР©Ў°»®єЫЎ±ПЦПуЅціцПЦФЪѕ№эКм»Їґ¦АнєуµДёґєПД¤ѕнµДїїЅьѕнРѕµДІїО»ЎЈ
ЎЎЎЎДіїН»§ФшЅйЙЬЈєЅ«75%ФН°№Мє¬БїµДИЬјБРНёЙКЅёґєПЅєр¤јБёДОЄ50%№Мє¬БїµДЈ¬ФЩјУ№¤Н¬СщµДёґєПЦЖЖ·К±Г»УРіцПЦЙПКцЎ°»®єЫЎ±ПЦПуЎЈ
ЎЎЎЎБнТ»їН»§ЅйЙЬЈєёДУГБнНвТ»јТУНД«ЦЖФмЙМµДУНД«Ј¬ФЪЅєр¤јБ±ЈіЦІ»±дµДЗйїцПВЈ¬Ў°»®єЫЎ±ПЦПуГ»УРФЩПЦЎЈ
ЎЎЎЎЧЫЙПЛщКцЈ¬Ў°»®єЫЎ±ПЦПуіцПЦµД±ШТЄМхјю°ьАЁОВ¶ИЎўС№Б¦ЎўУНД«µДЕд·ЅЎўЅєр¤јБµД·ЦЧУБїµИТтЛШЎЈ
ЎЎЎЎІ»№эЈ¬єЬПФИ»µДКЗЈєУНД«Ед·ЅЦРµДДіЦЦіЙ·ЦКЗёГПЦПуПФПЦµД»щґЎТтЛШ(»тіЖЎ°ДЪТтЎ±)Ј¬ЖдЛыТтЛШѕщКфУЪЎ°НвТтЎ±ЎЈ
ЎЎЎЎ¶ФІЯЈє
ЎЎЎЎ(1)ФЪТСѕ·ўПЦґжФЪЎ°»®єЫЎ±ПЦПуЈ¬ЗТИФУРЕъБїРФУЎЛўД¤ѕнЙРОґ±»ёґєПјУ№¤µДЗйїцПВЈ¬ІЙУГЎ°КТОВКм»ЇЎ±µД·ЅКЅУ¦ОЄЧојСЅвѕц·Ѕ°ё;
ЎЎЎЎ(2)ФЪТСѕ·ўПЦґжФЪЎ°»®єЫЎ±ПЦПуЈ¬ЗТГ»УРУЎЛўД¤ѕнЙРОґ±»ёґєПјУ№¤µДЗйїцПВЈ¬ёь»»Ѕєр¤јБєН/»тёь»»УНД«¶јКЗїЙСЎ·Ѕ°ёЈ¬µ«¶јРиТЄНЁ№эКФСйТФИ·ИПЖдР§№ыЎЈ
ЎЎЎЎУлОЮИЬјБЅєПа№ШµДИЬД«ПЦПу
ЎЎЎЎНј5ОЄІЙУГОЮИЬјБРНёЙКЅёґєП№¤ТХјУ№¤µДЛЬ/ЛЬёґєПЦЖЖ·ЙПµДИЬД«ПЦПуЎЈ

ЎЎЎЎґЛАаПЦПу¶ј·ўЙъФЪКм»Їґ¦АнєуЈ¬ЗТКм»ЇОВ¶Иґу¶јФЪ40ЎжЧуУТЎЈ
ЎЎЎЎФТтЈє
ЎЎЎЎ(1)°ЧД«ІгёЙФпІ»Бј;
ЎЎЎЎ(2)ёґєПД¤ѕнЦРС№Б¦·ЦІјТміЈЎЈ
ЎЎЎЎФЪЙПКцФТтЦРЈ¬(1)ОЄ±ШТЄМхјюЈ¬(2)ОЄід·ЦМхјюЎЈ
ЎЎЎЎ¶ФІЯЈє
ЎЎЎЎ(1)Зї»ЇУЎЛўёЙФпМхјюЈ¬К№°ЧД«Ігід·ЦёЙФп;
ЎЎЎЎ(2)І»ТЄК№УГУРЎ°µґ±ЯЎ±ПЦПуµД»щІД;ѕЎБїјхЙЩЅУН·Ј¬ЗТЅУН·ґ¦Ос±ШХіМщЖЅХы;ККµ±ЅµµНёґєПД¤ѕнµДУІ¶ИЎЈ
|
- Ў¤ЅєЛ®Ед±ИЧЬКЗЛгІ»ЧјЈїКФКФХвёцЛјВ·[7-26
- Ў¤±рФЩФ©НчЅєЛ®БЛЈЎ90%µДИЛ¶јОуЅвёЙКЅёґєПЎёЅє[5-7
- Ў¤PE±ЎД¤ФЪёЙКЅёґєПЦРіЈјыµДЛДґуОКМвј°Ѕвѕц¶ФІЯ[5-7
- Ў¤ИзєОЅвѕцёЙКЅёґєПЦРµДµфУНД«ОКМв[5-7
- Ў¤CPP,CPEБчСУД¤ёЙКЅёґєПµДОеґуОКМвј°Ѕвѕц[5-7
- Ў¤ёЯОВёЯКЄ»·ѕіПВёґєПЙъІъК±µДТ»Р©ЧўТвКВПо·ЦПн[5-5
- Ў¤ёґєП±ЎД¤°юАлЗї¶ИІ»№»µДФТт·ЦАаБРѕЩЈ¬їґ¶®ФЩТІ[5-5
- Ў¤ёЙКЅёґєПД¤іцПЦЖшЕЭЈ¬МШ±рКЗ¶¬јѕИЭТЧ·ўЙъЈ¬ёГФх[5-5
- Ў¤PET¶ЖВБ±ЎД¤ёЙКЅёґєПµДјёёцДСМв[4-25
- Ў¤ёЙ·ЁёґєПК±Ј¬ХіЅбАО¶ИІ»єГёГИзєОґ¦АнЈї[4-25
№«ЦЪєЕ їН·ю
ОўРЕ

