油墨刮刀安装
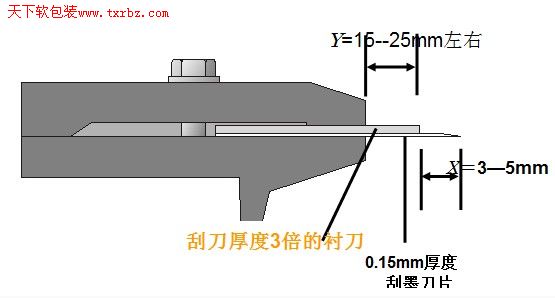
•硬性装刀:X=3mm时, 能有效地解决油墨刮不干净现象。
•中性装刀:X=4mm时, 标准装刀。
•软性装刀:X=5mm时, 有利于网点的转移及较粗颗粒油墨的印刷(例如:白墨)
 油墨刮刀使用程序
油墨刮刀使用程序
1.按照安装的标准设定刀架。
2.刀片必需与刀架平行,衬刀可与刀片平行度误差0.5mm以内。
3.从刀架背面施加压力,检查油墨刮刀是否平整,不能有波浪现象。
4.检查油墨刮刀的刀口是否有缺陷。
5.在版辊上施加非常小的力,无需将油墨刮净。调整刀架与版辊的平衡。
6.检查油墨刮刀的刀口在与版辊接触时是否有上翘的现象。
7.通过气压表读出“起始压力”值,并可在一个大气压的范围内调节压力。
8.涂层油墨刮刀的使用:
A.采用涂层油墨刮刀刀,需在上机使用前在机器上打磨.由于宝刀外面有涂层,它在印刷前需要将刀片在印刷机上空转(需供墨)将涂层引起的刀丝打磨平整,根据我们客户的使用情况一般在 100米/分钟 以上的机速时,需打磨20分钟以内。
B.可以在5至10分钟左右根据打磨时刀丝的变化情况加0.5Pa左右压力来改善打磨进度,在打磨油墨刮刀期间禁止使用砂纸打磨版辊。
C.如果在20分钟后还是存在刀丝,客户可根据实际情况加压或打磨版辊,并请及时与我们联系。
D.不论时间长短,只要没有刀丝就可以正常开机。从理论上讲,涂层油墨刮刀可能是普通油墨刮刀5至10倍的使用寿命。由于在具体使用中可能受到版辊;油墨;环境等诸多因素的影响,各个印刷厂在使用时寿命相差极大,而不是恒定不变的。(相关因素甚至可能导致涂层油墨刮刀的寿命更低)
E.在一些特定印刷工艺上,例如:金墨或有网点过渡的工艺。我们建议客户先将涂层油墨刮刀放在其它色墨(例如:油墨树脂较软的黄色或小面积印刷的版辊)上预先使用8至24小时,只要该油墨刮刀的刃口保持基本平直再放到金墨或有网点过渡的工艺可以大大减少金墨中的刀丝及网点过渡中网点丢失的现象。
9.打磨后当印刷中出现刀丝时,首先可以使用细小的木条或竹条轻轻地在印刷机上刮擦刀口;如需停机检查,则清洗刀口后检查刀口是否有缺陷,开机后如印刷中出现问题变化了位置,则需从其它途径解决问题。(包括可以使用与版辊表面粗糙度相符的砂纸打磨版辊,但要注意:反复打磨版辊会降低版辊的寿命)
有关油墨刮刀角度与压力
增加油墨刮刀压力的方法
•增加刀口的厚度(刀片翻过来用)。但是会导致上墨量增加,油墨颜色增强。推荐的上光等涂布印刷上使用。
•调节油墨刮刀与衬刀的距离。
•增加衬刀的厚度。(可以用废旧的油墨刮刀片替代)
•调节油墨刮刀的角度。减小油墨刮刀与版辊的夹角就是在增加油墨刮刀的压力。
•调节油墨刮刀的压力。如能通过气压表调节可以直观地了解到实际的印刷压力。
用户的质量投诉:
如果您对油墨刮刀的质量有疑问,请保留此完整标签并请勿打开盒子的包装,寄还给我们做检测。
每盒油墨刮刀都能确保在100米以上的数量。
A.当检测合格,我们将以尽快的方式寄还给您;
B.当检测油墨刮刀有质量问题我们将为您及时更换。如果退回的油墨刮刀不足50米,我们将按实际退回的数量更换相应的米数。
C. 请妥善保存油墨刮刀,避免高温及潮湿环境,质量保证期为:自生产之日起8个月。


本类推荐
- 01.・经验之谈:薄膜的吹塑生产工艺及其故障解决
- 02.・薄膜无溶剂复合加工中白点和气泡问题处理
- 03.・塑料薄膜凹版印刷“套印不良”成因和处理对策
- 04.・技师必读:塑料软包装印刷、复合中存在15大误区
- 05.・无溶剂复合气泡、白斑、发粘、褶皱等问题
- 06.・柔印中网纹辊上网穴堵塞主要原因及清洗方法
- 07.・凹版印刷油墨调色技术经验
- 08.・水性油墨印刷问题与大家一起分享、交流
- 09.・软包装干式复合拖墨故障解决方案
- 10.・复合油墨在印刷中的“发花”现象与处理方法
精品栏目








本类热门
- 01.・染料和颜料(涂料)进行喷墨印花优缺点分析
- 02.・涂膜覆膜机覆膜出皱的原因和解决方法
- 03.・巧提特种凹印的套印精度
- 04.・巧提大面积实地凹版的耐印力
- 05.・巧解凹印黑墨时的溶墨和泛白现象
- 06.・如何选用无溶剂复膜胶?
- 07.・干式复合质量问题:产品异味的解决方法
- 08.・软包装复合斑点、划痕、滑性不良故障处理
- 09.・软包装印品脱色及反粘现象处理
- 10.・一种延长印刷版辊的方法,学习了!

