
ВҐЦч
Ин°ьЧ°ФУ№¤-·ўМыК±јд:2023/3/24 13:52:37·ЦАаPE»щ±ѕРФДЬ
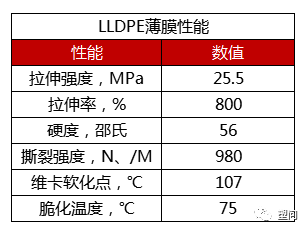
1ЎўLLDPE±ЎД¤
1LLDPEИЫµг±ИLDPEёЯ10-20ЎжЈ¬ГЬ¶ИФЪ0.92-0.93Ј¬ИЬМеХі¶ИёЯЈ¬јУ№¤ЅПА§ДСЎЈ
2LLDPEОпАн»ъРµРФДЬГчПФёЯУЪLDPEЈ¬ЖдИбИнРФЎўИНРФЎўДНє®РФЎўДНХлґМРФѕщУЕУЪLDPE3Ўў LLDPEДН»·ѕіУ¦Б¦БСРФј«јСЎЈ
4ЎўИИ·вРФДЬєГЈ¬Ц»ТЄґпµЅЧоµНµДЖр·вОВ¶ИѕНѕЯУРБјєГµДИИ·вЗї¶ИЈ¬ї№·вїЪОЫИѕРФТІЅПЗїЎЈ
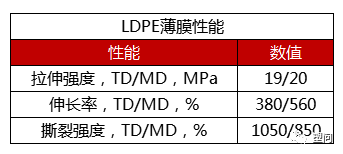
2ЎўLDPE±ЎД¤
1ЎўГЬ¶ИЅПµНФЪ0.915-0.925Ц®јд
2ЎўККГчРФєГЈ¬УРТ»¶ЁµД№вФу¶ИЎЈ
3Ўў»ъРµЗї¶ИЅПµНЈ¬БјєГµДИбИнРФЈ¬СУЙмВКёЯЈ¬±нГжУІ¶ИµНЎЈ
4ЎўДНОВРФУЕБјЈ¬УРБјєГµДДНіе»чРФ
5ЎўОьЛ®ВКµНЈ¬ЧиЛ®·Аі±РФј«ІоЈ¬µ«НёЖшРФЗїЈ¬±ЈПгРФІоЎЈ
6ЎўДНИИРФІоЈ¬Ин»ЇОВ¶И84ЧуУТЎжЎЈ
7ЎўµзРФДЬєГЈ¬ДНµзС№ґп20ЎжЈ¬4mV/¦МmЎЈµзЧиВКёЯЈ¬ј«РФРЎЈ¬ЅйµзЛрєДЙЩЎЈ
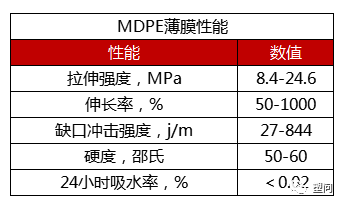
3ЎўMDPE±ЎД¤
1ЎўГЬ¶ИФЪ0.926-0.940Ц®јдЈ¬±ИLDPEВФёЯЈ¬Ѕбѕ§¶И±ИLDPEёЯЎЈ
2Ўў»ъРµЗї¶ИЎўёХРФЎўДНИИРФЎўДН»·ѕіУ¦Б¦їЄБСРФЎўДН»ЇС§РФЎўЧиёфРФ±ИLDPE±ЎД¤ѕщУРЛщМбёЯЎЈ
4ЎўHDPE±ЎД¤
1ЎўHDPEµДГЬ¶ИЅПёЯЈ¬ґп0.941-0.965
2ЎўУЙУЪЅбѕ§¶ИёЯНёГч¶ИЧоІо
3ЎўHDPEѕЯУРєЬёЯµДЗї¶ИЈ¬іе»чЗї¶ИёЯЈ¬ёХРФєГЎЈ
4ЎўДНОВРФёЯЈ¬ДНє®РФєГЈ¬їЙФЪ100ЎжєН-80ЎжПВК№УГ
5ЎўMPE±ЎД¤
1ЎўГЇЅрКфPEКЗЦёІЙУГ№э¶ИЅрКфУл»·ЧґІ»±ҐєНЅб№№µДГЇ»·ЧйіЙµДЕдО»УР»ъЅрКфВзєПОпґЯ»ЇјБѕЫєПОп¶шіЙµДѕЫєПОпЎЈ
2ЎўѕЯУРУЕБјµД№вФу¶ИєНµНОн¶ИЈ¬КчЦ¬ЗеЅа¶ИёЯЈ¬ѕ§µгЙЩЎЈ
3Ўў·ЦЧУ№жХыРФєГЈ¬Тт¶шЅбѕ§¶ИёЯЎўЗї¶ИёЯЎўИНРФєГЎўёХРФєГЎЈ(УГґЛБПёДЙЖ№эґьЧУТЧЖЖОКМв)4ЎўИИ·вРФДЬУЕТмЈ¬Жр·вОВ¶ИµНЈ¬ИИ·вЗї¶ИёЯЈ¬ї№·вїЪОЫИѕРФєГЈ¬УРР©MPEїЙґпµЅEVAµДµНОВИИ·вРФДЬ
ґµД¤µДФАнј°іЈјыµДјЖЛ㹫ʽ
ґУґµД¤№¤ТХЦРЈ¬Ѕ«іЈјыµДИзДЈН·ОВ¶ИїШЦЖЎўґµХН±ИЈ¬µзФОµИФАнµДТ»Р©іЈјыґµД¤ГыґКєН№«КЅµДјЖЛг·ЅКЅЅшРРНіТ»ХыАнЈ¬№©РВЅшИлґµД¤РРТµµДЕуУСІОїјЈ¬ТФґЛЧчОЄИлГЕЦЄК¶ЎЈ

1. ј·іц»ъј°ДЈН·ОВ¶ИїШЦЖ
ј·іц»ъєНДЈН·ОВ¶ИїШЦЖёщѕЭІ»Н¬µДґµД¤»ъІ»Н¬ТФј°ФАнБЈЧУµДИЫЦёєНГЬ¶ИУРТ»¶Ё№ШПµЈ¬ТФПВМṩµДКэѕЭІОКэЦ»ЧчОЄ°ёАэХ№КѕЈ¬¶ФКµјКОВ¶ИїШЦЖРиѕЯМеЗйїцѕЯМе·ЦОцЎЈ
НХ·еКЅОВїШЎЈОВ¶ИЙи¶ЁЈє150ЎжЎў160ЎжЎў175ЎжЎў175ЎжЎў165ЎжЎЈ
Ц±ПЯКЅїШЦЖЎЈёч¶ООВ¶ИѕщЙи¶ЁФЪ170-180ЎжЦ®јдЎЈ
Из№ыОВ¶И№эёЯЈ¬±ЎД¤·ўґаЈ¬ЧЭПтАЙмЗї¶ИПВЅµЈ¬єбПтУРЦЬЖЪРФІЁ¶ЇЈ¬ІўїЙДЬІъЙъ±ЎД¤І»ОИµИПЦПуЈ»№эµНФтј·іцА§ДСЎЈ

2. ґµХН±ИЈЁaЈ©УлЗЈТэ±ИЈЁbЈ©
ґµХН±ИКЗД¤ЕЭЦ±ѕ¶УлДЈїЪЦ±ѕ¶Ц®±ИЈ¬·ґУіБЛД¤ЕЭ±»ґµХНµДіМ¶ИЎЈґµХН±ИТ»°г·ЦІј1.5-3.ЈЁЖдЦРПВґµґµД¤БнВЫЈ¬ґЛНвЛжЧЕЙи±ёјјКхМбЙэЈ¬ДїЗ°ТСѕУРґµХН±ИґпµЅ3.5Ј¬µ«±ИЅПЙЩЈ©
a=D/d=2L/¦Р*d
№«КЅЦР DЎЄЎЄД¤ЕЭЦ±ѕ¶
dЎЄЎЄДЈїЪЦ±ѕ¶
LЎЄЎЄХЫѕ¶
ЗЈТэ±ИУЦЅРАЙм±ИЈ¬КЗ±ЎД¤ЗЈТэЛЩ¶ИУлДЈїЪј·іцЛЩ¶ИЦ®±ИЈ¬·ґУіБЛ±ЎД¤±»АЙмµД±¶КэЎЈЗЈТэ±ИТ»°гИЎ3-7
b=V/V0
№«КЅЦР V ЎЄЎЄЗЈТэЛЩ¶И
V0ЎЄЎЄј·іцЛЩ¶И
ґµХН±ИУлЗЈТэ±ИµД№ШПµОЄЈє
¦Д=t/a*b
№«КЅЦР ¦ДЎЄЎЄєс±Ў
tЎЄЎЄДЈїЪјдП¶
ЗЈТэ±ИєН ґµХН±ИКЗґµД¤ЙъІъЦРµДЦШТЄТтЛШЎЈЗЈТэ±ИМ«ґуЈ¬±ЎД¤ТЧА¶ПЈ¬ДСТФїШЦЖєс¶ИЎЈґµХН±Иѕц¶ЁБЛД¤µДХЫѕ¶Ј¬ИзґµХН±ИМ«ґуЈ¬±ЎД¤ТЧіцПЦ°Ъ¶ЇЈ¬єс¶ИТІДСТФїШЦЖЎЈ
ФЪЗЈТэ±ИІ»±дµДЗйїцПВЈ¬ґµХН±ИФцјУЈ¬єбПтАЙмЗї¶ИФцјУЈ¬¶ФЧЭПтАЙмЗї¶ИУ°ПмєЬРЎЎЈФЪґµХН±ИІ»±дК±Ј¬ЗЈТэ±ИФцјУЈ¬К№ЧЭПтАЙмЗї¶ИФцјУЈ¬єбПтАЙмЗї¶ИјхЙЩЎЈИзПВ±нЈє
|
ґµХН±И |
ЗЈТэ±И |
ЧЭПтЈЁMPaЈ© |
єбПтЈЁMPaЈ© |
|
1.4 |
3.9 |
14.28 |
12.49 |
|
1.6 |
3.9 |
14.28 |
13.05 |
|
2.7 |
3.9 |
13.99 |
13.95 |
|
3.2 |
3.9 |
14.66 |
15.46 |
|
2.9 |
9.8 |
17.2 |
13.1 |
|
2.9 |
25.6 |
22.6 |
12.1 |
|
2.8 |
21.4 |
24.68 |
9.5 |
3. ЗЈТэЛЩ¶И
ФЪЙъІъЦРЗЈТэЛЩ¶ИЦчТЄКЬµЅґµД¤»ъј·іцБїµДУ°ПмЈ¬ЗЈТэЛЩ¶ИµД№АЛ㹫ʽΪЈєЗЈТэЛЩ¶И=ј·іцБї/К±јд*єс¶И*ГЬ¶И*Д¤ЕЭЦЬі¤јґЈє V=Q/60*¦Д*0.925*2L
№«КЅЦР V=ЗЈТэЛЩ¶Иm/min
¦Д=єс¶Иmm
L=ХЫѕ¶mm
Q=ј·іцБїg/hЎЈ
4. ЕЭ№ЬАд¶іПЯ
Ад¶іПЯУЦЅРЛЄПЯЈ¬КЗґµД¤КчЦ¬ґУХіБчМ¬ЧЄ±дОЄІЈБ§М¬К±µД·ЦЅЧ¶ОЎЈµ±Ад¶іПЯµНК±Ј¬Д¤ЕЭОИ¶ЁЈ¬єс¶ИІЁ¶ЇЙЩЈ¬ЦеХЫЙЩЎЈАд¶іПЯёЯ¶ИЦчТЄУЙ·з»·О»ЦГєН·зБїАґїШЦЖЈ¬±ШТЄК±ТІїЙУГј·іцОВ¶ИєНј·іцЛЩ¶ИАґїШЦЖЎЈАд¶іПЯ№эёЯЎў№эµН»бК№Он¶ИФцґуЎЈ
5. µзФОґ¦Ан
їШЦЖґ¦АнКдіц№¦ВКЈ¬К№±ЎД¤ПВѕнК±±нГжХЕБ¦ФЪ40-42mN/MОЄТЛЎЈ
|
- Ў¤ґµД¤ЦРД¤ЕЭОКМвЅвѕцЈ¬АПК¦ёµµДѕСйИ«ФЪХвБЛЈЁКХ[3-3
- Ў¤ґµД¤ЙъІъ±ЬїУЦёДПЈє4 ґуіЈјыОКМв + Ѕвѕц·Ѕ[11-17
- Ў¤ґµД¤К±Д¤ЕЭІ»ОИ¶ЁµДёщ±ѕФТтј°ЅвѕцЦ®µА[11-14
- Ў¤КЦ°СКЦЅМЈєИэІг№Іј·ґµД¤»ъІЩЧч№жіМ[6-9
- Ў¤ґµД¤№эіМЦРµД№Шјь№¤ТХІОКэ[4-25
- Ў¤±ЎД¤ЙъІъЦРµДЎ°ґµЛЬ·ЁЎ±УлЎ°БчСУ·ЁЎ±№¤ТХМШµг¶Ф[4-5
- Ў¤ґµД¤»ъІЩЧч·Ѕ·ЁУлµчКФЧўТвКВПо,ґµД¤ИЛ±Шїґ
