
楼主
软包装杂工-发帖时间:2023/3/23 14:51:501
塑料薄膜挤出吹塑成型的三种方式
塑料薄膜挤出吹塑成型生产分上吹法、下吹法和平吹法三种方式。包括:
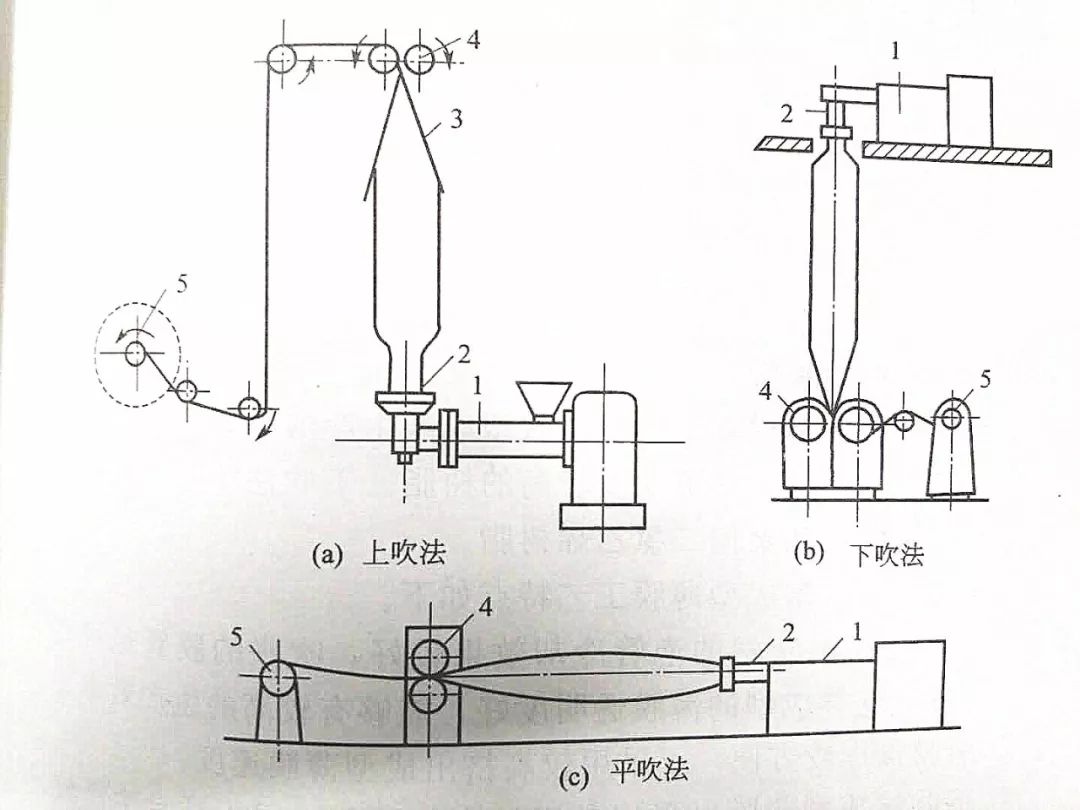
(b)下吹法
(a)上吹法
(c)平吹法
如下图所示:
图片
2
吹塑成型三种方式的特点
(1)上吹法挤出吹塑成型薄膜
采用上吹法挤出吹塑成型薄膜,生产塑料薄膜时,膜坯的泡管是从成型模具的上方挤出,然后被牵引装置引向与挤出机螺杆工作方向垂直,在成型模具的上方被压缩空气吹胀成型薄膜需要的尺寸,经冷却定型后卷取,完成塑料薄膜的挤出吹塑成型生产。这种生产方式成型的塑料薄膜,多采用聚乙烯树脂和聚氯乙烯树脂,生产较大规格的塑料薄膜。目前,国内已经能生产折径为12m以上的农用聚乙烯大棚膜。
上吹法挤出吹塑成型薄膜工艺特点如下:
① 生产时泡管的运动速度可以随时调整,泡管形状比较稳定,薄膜成型厚度偏差比较小。
②采用上吹法挤出吹塑薄膜可以生产较大宽度的博膜,生产产量较高。
③上吹法挤出吹塑薄膜用设备占地面积小,但要求厂房要有一定的高度。
④上吹法生产的挤出吹塑薄膜,要求用黏度较高的树脂。
⑤上吹法挤出吹塑膜管的冷却定型效果略差些,对于要求透明度高的薄膜生产有些不利。
(2)下吹法挤出吹塑成型薄膜
下吹法挤出吹塑成型薄膜的生产方式与上吹法挤出吹塑成型薄膜的生产方式中的膜管运行方向正好相反。
这种膜管从成型模具下方挤出吹塑成型生产薄膜,比较适合塑化熔料黏度小、制品要求透明度较高的树脂。下吹法生产薄膜多采用聚丙烯、聚酰胺和聚偏二氯乙烯树脂。
下吹法挤出吹塑成型薄膜工艺特点如下:
① 下吹法挤出吹塑的泡管冷却效果较好,吹胀的膜管也可直接用水冷却,这样成型的薄膜透明度好,能够有较高的生产效率。
②引膜操作较方便,可采用较高挤出成型薄膜速度。
③下吹法成型薄膜可采用黏度较小的熔料,但不适合生产较薄的塑料薄膜。
④由于挤出机工作位置较高,生产时上料和操作不太方便。
(3)平吹法挤出吹塑成型薄膜
平吹法挤出吹塑成型薄膜生产,膜坯泡管是从成型模具的水平方向挤出,膜坯泡管中心与挤出机的螺杆中心在同一条水平中心线上。这种水平挤出吹塑薄膜生产方式,只适合于膜坯泡管直径小于500m的薄膜生产成型。水平法挤出吹塑薄膜多采用聚乙烯和聚氯乙烯树脂为原料。
平吹法挤出吹塑成型薄膜工艺特点如下:
①平吹法挤出吹塑成型薄膜用设备布置较低,挤出机的生产操作比较方便。
②平吹法挤出吹塑成型薄膜生产线设备占地面积较大,但厂房高度没有特殊要求。
③平吹法挤出吹塑薄膜应采用熔料黏度较高的树脂,成型薄膜的壁厚偏差较大,产品质量较难控制。
挤出吹塑成型薄膜生产工艺顺序:按成型薄膜用料配方要求各种原料分别计量→摻混在一起搅拌均匀(必要时有的混合料需预塑混炼造粒)→挤出机把混合料塑化熔融一成型模具挤出吹塑薄膜用管状膜坯→管状膜坯被牵引同时被吹胀至工艺要求直径膜泡(运行过程中被冷风降温定型)→牵引→收卷。
|
如遇无效、虚假、诈骗信息,请立即举报
为了您的资金安全,请见面交易,切勿提前支付任何费用
相关贴子
- ·吹膜中膜泡问题解决,老师傅的经验全在这了(收[3-3
- ·吹膜生产避坑指南:4 大常见问题 + 解决方[11-17
- ·吹膜时膜泡不稳定的根本原因及解决之道[11-14
- ·手把手教:三层共挤吹膜机操作规程[6-9
- ·吹膜过程中的关键工艺参数[4-25
- ·薄膜生产中的“吹塑法”与“流延法”工艺特点对[4-5
- ·吹膜机操作方法与调试注意事项,吹膜人必看
