
ВҐЦч
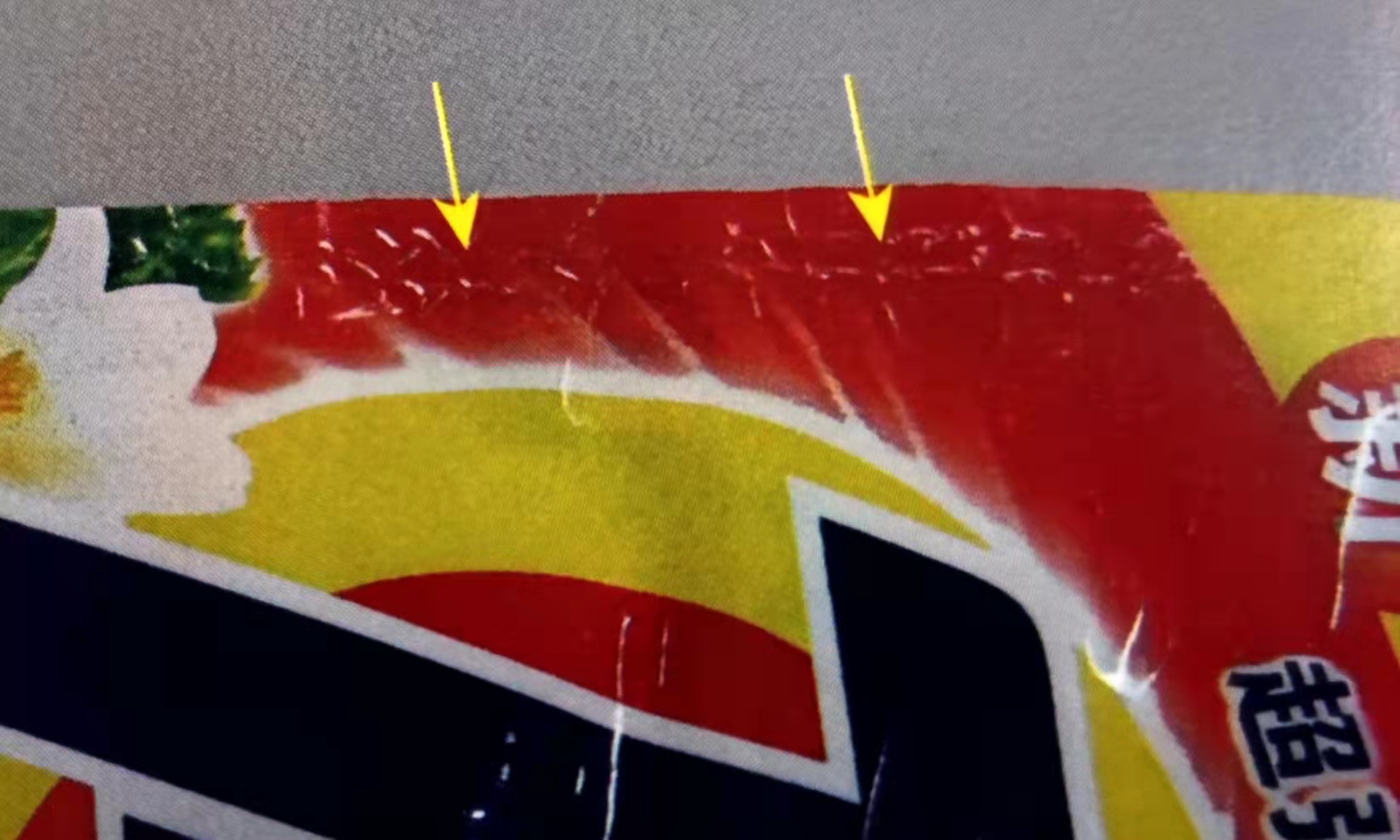
Ин°ьЧ°ФУ№¤-·ўМыК±јд:2022/5/7 11:05:09ёГёґєПД¤ґьОЄЎ°ЧЭіцЎ±ґьЈ¬јґґьЧУµДЧЭПт»тёЯ¶И·ЅПтОЄёґєП±ЎД¤µДФЛРР·ЅПтЎЈґьЧУµДХыМеЖЅХы¶ИІ»КЗєЬєГЈ¬ФЪ·вїЪµДДЪФµґ¦УРІЁОЖЧґЎЈёГЎ°ѕЦІїРФ·вїЪЦесЮЎ±µДМШµгКЗЈєґьЧУµДєб·вїЪЈЁїнµ¶·вїЪЈ©ґ¦Нв№ЫБјєГЈ»ґьЧУµДЧЭ·вїЪ°ґД«Й«їЙ·ЦОЄИэ¶ОЈєьSЙ«Д«¶ОЎўйЩємЙ«Д«¶ОЎўІКЙ«Д«¶ОЎЈ»ЖЙ«Д«¶ОєНІКЙ«Д«¶ОµД·вїЪНв№ЫБјєГЈ¬¶шйЩємЙ«Д«¶ОµД·вїЪґ¦УР·ЅПтІ»И·¶ЁµДЦесЮЈ¬ЗТІї·ЦЦесЮТСЙмИлґьМеІї·ЦЎЈ
ЎЎЎЎёГЦесЮµД»щ±ѕЧґМ¬КЗДЪІгЈЁґу¶аКэЗйїцПВКЗ CPEЈ©ЖЅЦ±Ўў±нІгЎ°№°ЖрЎ±ЎЈ
ЎЎЎЎКЦ¶ЇјмІй°юАлБ¦µДЅб№ыПФКѕЈ¬»ЖЙ«Д«¶ОєНІКЙ«Д«¶ОµД°юАлБ¦ЅПёЯЈ¬йЩємЙ«Д«¶ОµД°юАлБ¦ЅПµНЈ¬¶шЗТйЩємЙ«Д«¶ОµДЅєІгУРЅПГчПФµДр¤РФЎЈ
ФТтЈє
ўЩФЪМШ¶ЁµДЦЖґь№¤ТХОВ¶ИМхјюПВЈ¬№№іЙёГёґєПД¤µД»щІДјдµДИИКХЛхВКІоТм±ИЅПґуЎЈ
ўЪФЪёГёґєПД¤ґьµДМШ¶ЁИИєП№¤ТХМхјюПВЈ¬ЧЭ·вїЪґ¦µД CPE »щІДФЪ·вїЪµДЧЭПтЎўєбПт·ЅПтЙП¶ј·ўЙъБЛТ»¶ЁіМ¶ИµД±И±нІг»щІДёьґуµДИИКХЛхЎЈ
ўЫйЩємЙ«Д«¶ОµД°юАлБ¦Па¶ФЅПРЎЈ¬І»ДЬµЦї№БЅІг»щІДјдµДИИКХЛхВКІоТмЛщІъЙъµДјфЗРБ¦ЎЈ
ўЬµјЦВйЩємЙ«Д«¶ОµД°юАлБ¦Па¶ФЅПРЎµДФТтїЙДЬКЗЈєД«ІгµД±нГжИуКЄХЕБ¦ЅПµНЈ»Д«ІгµДІРБфИЬјББїЅП¶аЈ»Д«ІгЦРє¬УРКэБїЅП¶аµДє¬»оРФЗвЈЁИзґјАаЈ©µДОпЦКЈ¬ІўК№µГУлйЩємЙ«Д«Па¶ФУ¦µДЗшУтµДЅєІгµД·ґУ¦НкіЙВКЅПµНЎЈ
Ѕвѕц¶ФІЯЈє
ўЩСЎ№єИИКХЛхВКІоТмЅПРЎµД»щІД±ЎД¤;
ўЪµчХыУЎЛў№¤ТХМхјюЈ¬И·±ЈД«ІгТС±»ід·ЦµШёЙФпЈ»
ўЫµчХыИИєП№¤ТХМхјюЈ¬ѕЎБїК№УГЅПµНµДИИєПОВ¶ИєНЅПёЯµДИИєПС№Б¦Ј¬ТФјхЙЩёґєПД¤ФЪИИєП№эіМЦРµДИИКХЛхВКЈ¬МбёЯёґєПД¤ґьµДЖЅХы¶ИЎЈ
|
- Ў¤ґУ±нУЎµЅАпУЎЈ¬Ин°ьЧ°ЦЖґь±рХыгВЈЎ[6-2
- Ў¤OPPЎўCPEЎўPPЎўPE°ьЧ°ґьІДЦКµДЗш±рј°[5-30
- Ў¤ХфЦуґьµДЖрЦеЎўЖЖґьУлАлІгЎўТмО¶µИІъЦКБїОКМвЅв[5-23
- Ў¤ґьЧУИИ·в№э¶ИЈ¬±рЦ»ХТЦЖґьФТтЈ¬ИґСЪёЗБЛХжХэµД[5-5
- Ў¤Ин°ьЧ°ЦЖґьЙъІъБчіМ[4-25
- Ў¤ДНХфЦу°ьЧ°іЈјыОКМвј°јмІв·Ѕ·Ё[4-25
- Ў¤Ин°ьЧ°ЦЖґь¶Ґ·вІ»№»їнФ¤·АґлК©[4-25
- Ў¤ЛµЦШµгЈЎ°Л±Я·вґьЧУЦЖЧчµД№¤ТХТЄµг[12-25
- Ў¤°ьЧ°ґьёЯОВёЯКЄ»·ѕіПВ№КХПЖµ·ўЈ¬ИзєОЅвѕцЈї[6-17
- Ў¤Ин°ьЧ°ЦЖґь№эіМЦРіЯґзОуІоУл¶ФЧјОКМвЅвѕц[5-17
№«ЦЪєЕ їН·ю
ОўРЕ

