
ВҐЦч
Ин°ьЧ°ФУ№¤-·ўМыК±јд:2023/12/13 9:52:01ЧЬµДАґЛµЈ¬ТЄЧцєГЅєЛ®Ед±ИµДїШЦЖ№¤ЧчЈ¬ФЪЙъІъЗ°ѕНТЄїЄКјїШЦЖЈ¬ЧцєГЙи±ё±ЈСшЈЁ¶ФЙи±ёёчёцІїјю¶ЁЖЪјмІйЎў¶ЁЖЪЗеПґЈ©Ј¬Гї°аґОТЄУГИЭЖчЈЁЦЅ±Ј©јмІвЅєЛ®Ед±ИЈ¬И·¶ЁОЮТміЈєуІЕїЙїЄКјЙъІъЎЈ
ФЪЙъІъ№эіМЦРЈ¬ТЄїШЦЖєГИэёцІОКэЈ¬И·±ЈФЛРРЦРµДЅєЛ®Ед±ИХэИ·ЎЈ
Нј1
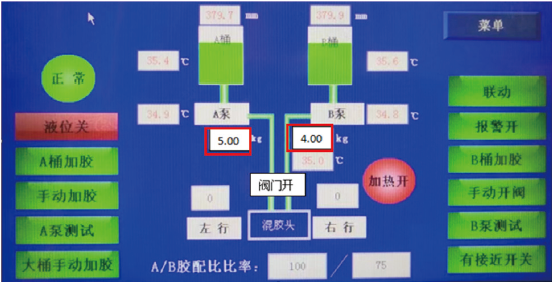
ИзНј1ЛщКѕЈє
Т»Ўў№ШЧўКдЅєС№Б¦
їЖС§Йи¶ЁС№Б¦±ЁѕЇІОКэЎЈАэИзДіЖ·ЕЖЅєЛ®·Ц±рµ№ИлAЎўBБЅёцЅєН°ДЪЈ¬ІўЗТБЅёцЅєН°ДЪЅєЛ®ОВ¶И¶јґпµЅЙи¶ЁОВ¶ИЦµЈ¬ФЪІЩЧч№¤°ІЧ°єГ»мЅє№Ьј°ЕзН·ТФєуїЄКјХэіЈЙъІъЈ¬ДЗГґФЪЕзЅєµД№эіМЦРЈ¬»мЅє»ъµДИЛ»ъЅзГжЙП»б·Ц±рПФКѕБЅёцКдЅєС№Б¦ЦµЎЈ
AЅєС№Б¦ЦµОЄ5KgЎўBЅєС№Б¦ЦµОЄ4Kg,ДЗГґЦ»ТЄФЪН¬Т»МЁЙи±ёЎўІ»ёь»»ЅєЛ®ЎўІ»±дёьЅєЛ®ОВ¶ИµДМхјюПВЈ¬AЅєµДКдЅєС№Б¦У¦ёГТ»Ц±±ЈіЦФЪ5ЎА1Kg,BЅєµДКдЅєС№Б¦У¦ёГТ»Ц±±ЈіЦФЪ4ЎА1KgЈ¬Т»µ©іцПЦКдЅєС№Б¦Ж«Іоі¬іц·¶О§ЦµЈ¬ѕНКЗТміЈЎЈХвКЗѕНТЄїјВЗІўТ»Т»ЕЕІйФТтЈє
КЗУЙУЪЅєФь¶ВИы№ЬµАЈї»№КЗЅєН°И±ЙЩЅєЛ®ЧўИлїХЖшЈї»№КЗЅєН°ёєС№ФміЙµДЈї
ЅєЛ®±ИАэК§µчєујМРшЙъІъїП¶Ё»бґшАґЦКБїОКМвЈ¬ТтґЛОТГЗѕНТЄ±ЈЦ¤ФЪ·ўПЦС№Б¦ТміЈК±ДЬј°К±±ЁѕЇЈ¬їЖС§Йи¶ЁС№Б¦±ЁѕЇІОКэЎЈ
єЬ¶аТ»ПЯІЩЧч№¤І»ЗеіюИзєОЙи¶ЁЈ¬»тХЯКЗЙи±ё°ІЧ°ТФєуѕНФЩГ»УР№ШЧў№эЈ¬ФміЙЙи±ё±ЁѕЇ№¦ДЬОґНкИ«·ў»УЧчУГЎЈ
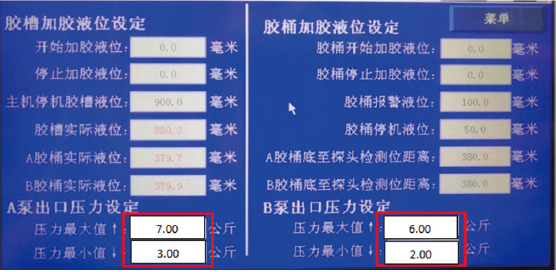
ЧоїЖС§µД·Ѕ·ЁѕНКЗФЪ±ЈЦ¤ХэіЈКдЅєМхјюПВµДС№Б¦ЦµЈ¬ѕЎБїЛхРЎС№Б¦±ЁѕЇЙПЎўПВПЮЦµЈЁИзНј2ЛщКѕЈ©ЎЈТ»µ©і¬іцС№Б¦±ЁѕЇЙи¶ЁЦµЈ¬»мЅє»ъЅ«±ЁѕЇМбРСЈ¬ґэФ±№¤ІйХТіц±ЁѕЇФТтІўЅвѕцОКМвТФєуЈ¬ІЕДЬјМРшЙъІъЎЈ
Нј2
¶юЎўЦШБї±И
ДїЗ°ѕшґуІї·ЦµДЙи±ёЈЁ»мЅє»ъЈ©КЗГ»УРЕдµзЧУіУµДЈ¬¶ш»мЅє»ъИЛ»ъЅзГжЙПµДЦШБїУлЕд±ИУЦКЗФхГґµГАґµДДШЈї
КЧПИЛьКЗНЁ№эГЬ¶И»тХЯјЖЛгіЭВЦ±ГГїЧЄТ»И¦Ј¬AЅєУлBЅє·Ц±рАлПЯ№эіЖЈ¬µГіцГїЧЄ¶аЙЩЦШБїµДЅєЛ®ЈЁјтіЖГїТ»И¦µДБчБїЈ©Ј¬ФЪХэіЈКдЅєµД№эіМЦРAЅєУлBЅєіЭВЦ±ГЙП·Ц±р°ІЧ°БЅёцМЅН·УГАґјмІвБЅёціЭВЦ±Г·Ц±рЧЄБЛ¶аЙЩИ¦Ј¬ФЩЅ«ГїТ»И¦µДБчБїіЛТФИ¦КэЈ¬·Ц±рµГіцAЅєУлBЅєµДЦШБїј°Ед±ИЎЈ
ЛщТФЈ¬ЅЁТйФЪAЅєУлBЅєµДБЅёцЅєН°µЧІї°ІЧ°БЅёцµзЧУіУУГАґјмІвЅєЛ®µДКµјКУГБїєНЕд±ИЈ¬µ±±ИАэі¬іцЙи¶ЁЦµК±ѕНёшіц±ЁѕЇРЕєЕ»тХЯЗїЦЖНЈ»ъЈ¬ХвДЬОЄёґєПЦКБїМṩУРР§±ЈХПЎЈ
ИэЎўЅбВЫ
ЧЫЙПЛщКцЈ¬±ЈЦ¤ЅєЛ®Ед±ИЧјИ·КЗИ·±ЈёґєПЦКБїПаµ±№ШјьµДТ»ІЅЎЈЖуТµїЙТФёщѕЭЧФјєµДКµјКЗйїцЈ¬ЧЫєПІЙУГЙПКцИэЦЦ·Ѕ·ЁЈ¬»ҐПаЧфЦ¤Ј¬И·±ЈЕд±ИЧјИ·Ј¬¶ЕѕшЦКБїТю»јЈ¬јхЙЩ·зПХЎЈ
|
ИзУцОЮР§ЎўРйјЩЎўХ©ЖРЕПўЈ¬ЗлБўјґѕЩ±Ё
ОЄБЛДъµДЧКЅр°ІИ«Ј¬ЗлјыГжЅ»ТЧЈ¬ЗРОрМбЗ°Ц§ё¶ИОєО·СУГ
Па№ШМщЧУ
- Ў¤±рФЩФ©НчЅєЛ®БЛЈЎ90%µДИЛ¶јОуЅвёЙКЅёґєПЎёЅє[5-7
- Ў¤PE±ЎД¤ФЪёЙКЅёґєПЦРіЈјыµДЛДґуОКМвј°Ѕвѕц¶ФІЯ[5-7
- Ў¤ИзєОЅвѕцёЙКЅёґєПЦРµДµфУНД«ОКМв[5-7
- Ў¤CPP,CPEБчСУД¤ёЙКЅёґєПµДОеґуОКМвј°Ѕвѕц[5-7
- Ў¤ёЯОВёЯКЄ»·ѕіПВёґєПЙъІъК±µДТ»Р©ЧўТвКВПо·ЦПн[5-5
- Ў¤ёґєП±ЎД¤°юАлЗї¶ИІ»№»µДФТт·ЦАаБРѕЩЈ¬їґ¶®ФЩТІ[5-5
- Ў¤ёЙКЅёґєПД¤іцПЦЖшЕЭЈ¬МШ±рКЗ¶¬јѕИЭТЧ·ўЙъЈ¬ёГФх[5-5
- Ў¤PET¶ЖВБ±ЎД¤ёЙКЅёґєПµДјёёцДСМв[4-25
- Ў¤ёЙ·ЁёґєПК±Ј¬ХіЅбАО¶ИІ»єГёГИзєОґ¦АнЈї[4-25
- Ў¤№ШУЪёґєП№¤ТХЦРµДЎ°ЛнµАЎ±ПЦПу[4-24
¶©ФД
№«ЦЪєЕ їН·ю
ОўРЕ
№«ЦЪєЕ їН·ю
ОўРЕ

