复合版须知:复合 |
  |
||
| 楼主-发帖时间:2022/10/4 17:01:04复合胶盘/承胶辊 气泡产生原因及对策 |
 软包装杂工 软包装杂工
|
在复合机运行过程中,胶盘(溶剂型干式复合)或承胶辊(无溶剂型干式复合)中的气泡经常被当作胶黏剂的质量问题提出来,因为使用者担心过多的气泡会对复合制品的外观质量造成不良影响。
现象 1.溶剂型干式复合 在刚配好的溶剂型胶黏剂中,如果配胶时搅拌速度过快,会有明显的肉眼可见的气泡。但经过一段时间静置后,胶黏剂中的气泡会逐渐上升并消失。因此,加入胶盘中的胶黏剂通常是不含气泡的。 但对于应用了开放式胶盘系统(如图1所示)的溶剂型干式复合机而言,经过一段时间的运行后,胶盘中的气泡有可能逐渐增多,当气泡较多时,甚至会覆盖胶盘中胶黏剂的整个表面,极端情况下,气泡形成的泡沫有可能溢出胶盘。 2.无溶剂型干式复合 对于无溶剂型干式复合,在常规条件下,刚从混胶机喷嘴中打出的胶黏剂是不含气泡的。但在复合过程中,气泡会从挡胶块附近逐步蔓延到整个承胶辊上的胶黏剂中,单个气泡的体积也会逐渐增大。 原因 1.溶剂型干式复合 在溶剂型胶黏剂配制过程中,无论是采用人工搅拌还是机械搅拌,在胶黏剂溶液中都会出现大量气泡。可见,气泡并非胶黏剂本身在其化学反应过程中产生的,而是在搅拌过程中被带入到胶黏剂溶液的空气中所形成的。 气泡数量及其大小与所配制胶黏剂的浓度(或固含量)和黏度有明显关联。胶黏剂的浓度和黏度越高,则配胶桶中出现的气泡数量越多、体积越大,达到气泡完全消失所需的静置时间也越长。 在溶剂型干式复合设备运转过程中,胶盘中胶黏剂的气泡数量及其大小,则与设备的运行速度以及胶黏剂本身黏度变化有明显关联。 如图1所示,胶黏剂被涂胶辊带着向上走,在刮刀处,涂胶辊表面多余胶黏剂被刮下来,并以与涂胶辊运行速度相同的速度向下“砸入”胶盘的胶黏剂中。设备运行速度越高,胶黏剂“砸入”胶盘的速度也就越高,在这个过程中,就会有大量空气被带入胶黏剂中,单位时间内胶盘中产生的气泡数量也就越多。 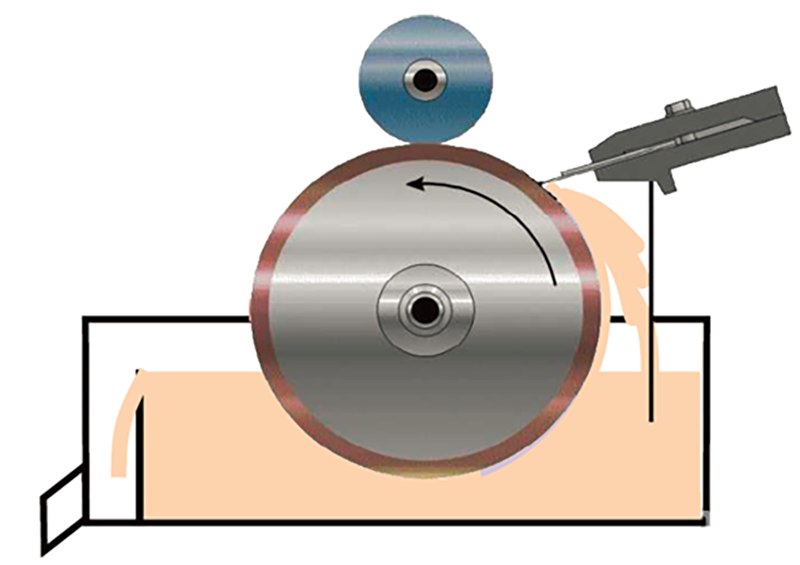 图1 开放式胶盘系统 气泡在胶黏剂溶液中会有一个自然上升/破裂(消失)的趋势。如果胶黏剂溶液黏度较低,则消泡过程会比较迅速;如果胶黏剂溶液黏度较高,则消泡过程会比较迟缓。 在如图1所示的开放式胶盘系统中,如果胶黏剂只是在胶盘中“自循环”(即没有外部循环),那么随着胶黏剂溶液黏度的上升(溶剂挥发所致),胶盘中的气泡就会越积越多,甚至达到溢出胶盘的状态。 如果使用如图2所示的夹套式胶盘系统,那么在胶盘中通常就不会存在所谓的气泡问题。但需要注意的是,在使用图2所示的系统时也应注意随时检查/调整胶黏剂的黏度或配备自动黏度控制器,以免在胶黏剂黏度异常升高时仍然出现气泡问题。 2.无溶剂型干式复合 在无溶剂型干式复合工艺的五辊涂布系统中,承胶辊上胶黏剂中的气泡与胶黏剂在承胶辊上的停留时间、计量辊的实际转速以及胶黏剂本身的黏度(温度)有关。 计量辊的实际转速越高,则单位时间内经过计量辊表面被带入胶黏剂中的空气就会越多,产生的气泡数量就会越多;如果胶黏剂本身的黏度越高,则胶黏剂的消泡能力就会越差,累积的气泡数量也会越多。 在承胶辊上,胶黏剂黏度的升高,与胶黏剂的温度及其在承胶辊上的停留时间正相关。而胶黏剂在承胶辊上的停留时间,则与承胶辊上胶黏剂的液面高度以及设备的运行速度(胶黏剂的消耗速度)正相关。 对策 1.溶剂型干式复合 (1)向胶黏剂供应商咨询,选用在高速运转状态下消泡能力强的胶黏剂。 (2)配备自动黏度控制器或定期添加稀释剂,以稳定胶盘中胶黏剂的黏度。 (3)改用如图2所示的夹套式胶盘系统。在该涂布方式下,胶黏剂的循环率在95%以上,气泡不会在胶盘中积存。 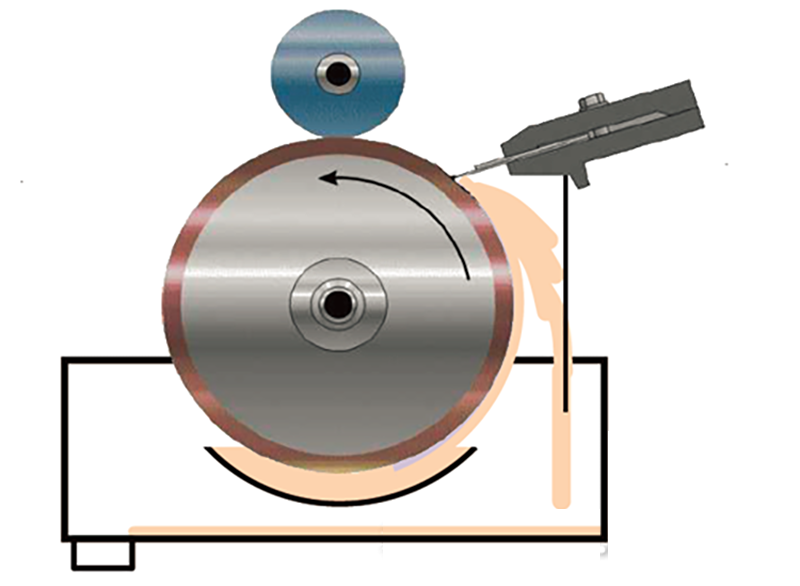 图2 夹套式胶盘系统 (4)改用“正向凹版涂布,封闭式胶盒”涂胶方式。 2.无溶剂型干式复合 (1)将胶黏剂和承胶辊/计量辊的温度设置在40℃或以上(一般情况下,胶黏剂温度越高,黏度越低)。 (2)在确保承胶辊上不缺胶的前提下,尽量降低每次打胶后胶黏剂的液面高度,以缩短胶黏剂在承胶辊上的停留时间。 (3)使用尽可能低的递胶辊压力。 (4)在保证单位面积涂胶量的前提下,尽量使用较大的计量辊间隙和较小的递胶辊转速比,以降低计量辊绝对转速。 调查/分析思路 1.溶剂型干式复合 (1)用红外温度仪检查胶盘、循环胶桶、配胶桶以及设备周围环境的温度,确认胶盘与环境之间是否存在较大的温度差异(如10℃以上)? (2)用配胶桶新配一组胶黏剂,检查刚配好的胶黏剂的温度与黏度。 (3)用纸杯从胶盘中舀出一杯胶黏剂,用3#察恩杯检查其黏度,并与新配的胶黏剂的黏度作对比。 (4)检查循环胶桶中胶盘的回流口与循环的吸胶口的距离是否过近? (5)用手或薄膜检查烘干箱的入口处是否呈现正压状态?即是否有热风从烘干箱中吹出,导致胶盘中的溶剂过快地挥发? (6)检查涂胶单元附近是否有大风量排风机?其目的为了减少涂胶单元附近空气中的有机溶剂含量,以减少有机溶剂对操作人员身体的伤害。 2.无溶剂型干式复合 (1)用红外温度仪检查承胶辊上胶黏剂的温度是否为设定的工艺温度值? (2)用红外温度仪检查承胶辊、计量辊、涂胶辊的温度是否为设定的工艺温度值?以及各辊两端的温度差异是否过大? (3)确认递胶辊的有效宽度,检查对应递胶辊的压力是否过大? (4)确认递胶辊的转速比数值,在可能的情况下,应尽量使用较低的转速比,以降低计量辊的绝对转速值。如果为了保持所需的涂胶量,则可考虑适当增加承胶辊的间隙。 |
| [Top] |
|
| 论坛版规: |





