复合版须知:复合 |
  |
||
| 楼主-发帖时间:2022/10/4 16:33:46干式复合中刀线的产生原因及解决对策 |
 软包装杂工 软包装杂工
|
刀线的定义
刀线主要出现在凹印中,可以定义为:在印刷品无墨区域出现的与刮刀相关的线形墨迹。 由于采用了正向凹版涂胶方式的溶剂型干式复合工艺的涂胶方式与凹印的油墨转移方式是完全一样的,所以在凹印中经常出现的刀线,在溶剂型干式复合加工过程中也会不时显现。 刀线的分类 在实践中,刀线通常被分为三类六种。 (1)按刀线的形态,可区分为空刀线和实刀线。 (2)按刀线的长度,可区分为长刀线和短刀线。 (3)按刀线的位置,可区分为固定刀线和可移动刀线。 1.空刀线 图1红色箭头所指示的即为空刀线,其特点是在墨迹的中间部位有一条或连续或间断的无墨线条。  图1 空刀线 形成空刀线的主要原因是:墨/胶盘中的杂质、异物附着在刮刀刃部,将刮刀局部顶起,版面上的油墨从刮刀与版面的间隙之间“漏过去”,从而形成了肉眼可见的刀线;而与附着在刮刀刃部的杂质或异物相对应的部位的油墨,因杂质或异物的阻挡而不能转移到印刷基材上,从而形成了如图1所示的“或连续或间断的无墨线条”。 2.实刀线 实刀线与空刀线的主要区别有以下两点。 (1)在墨迹的中间部位没有或连续或间断的无墨线条。 (2)实刀线一般比空刀线要细/窄一些。 形成实刀线的主要原因是:由于某种原因,使得刮刀刃部发生破损,形成“豁口”,版面上的油墨或胶黏剂从“豁口”通过并转移到印刷/复合基材上。 3.长刀线 长刀线是指已经出现在印刷/复合基材上的刀线,如果没有操作工干预,不会自己消失。 形成长刀线的主要原因有以下两点。 (1)实刀线。 (2)附着在刮刀刃部的较大异物。 4.短刀线 短刀线是指已经出现在印刷/复合基材上的、不需要操作工干预就能自己消失的刀线。 形成短刀线的主要原因是:附着在刮刀刃部的较小异物。 5.固定刀线 固定刀线是指相对于印刷/复合基材而言,出现位置是相对固定的、不会随着刮刀的摆动而移动的长刀线。 形成固定刀线的主要原因是:刮刀已将版/涂胶辊划伤,形成了连续凹槽,油墨或胶黏剂通过该凹槽转移到了印刷/复合基材上。 6.可移动刀线 可移动刀线是指相对于印刷/复合基材而言,刀线出现的位置不是相对固定的、会随刮刀的摆动而以相同的幅度移动的刀线。或者说是刀线出现的位置相对于刮刀而言是固定的。 可移动刀线可以是空刀线、实刀线、长刀线或短刀线。 复合加工中的刀线 在凹印工序中,印刷品上的刀线会呈现出不同颜色,容易直观地加以区分。而在复合工序中,复合制品上的刀线因所用胶黏剂是无色的而不太容易辨别。 在复合制品上,实刀线型的长刀线通常会在已完成的复合膜卷上以“凸筋”(如图2所示)的形式表现出来,即在复合膜卷的某一部位出现一圈“凸起”,但在两个复合基材的相同位置上没有相似的“凸起”。 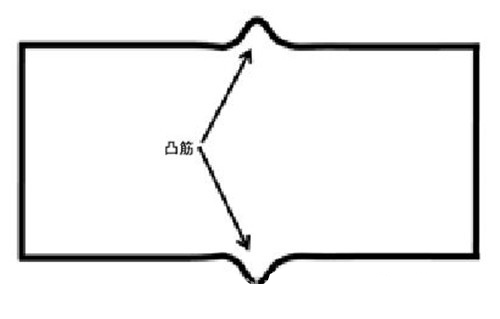 图2 复合膜上的“凸筋” 在复合制品上,空刀线型的长刀线和短刀线则会分别以白线和线性分布的白点(如图3所示)两种形式表现出来。 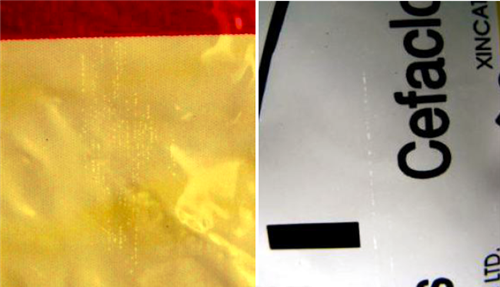 图3 空刀线型的长刀线(左)和短刀线(右) 复合刀线的解决对策 1.固定刀线 如前所述,产生固定刀线的主要原因是涂胶辊已被刮刀划伤。此类划伤通常可用肉眼在涂胶辊上观察到。 如果划伤比较细、浅,通常对复合制品的外观质量不会造成显著影响,可不予处理;如果划伤比较宽、深,则需要对涂胶辊予以退镀铬或重新制作的处理。 2.实刀线 如前所述,产生实刀线的原因是刀刃上已出现“豁口”。而造成“豁口”的原因可能有两个:一是涂胶辊的表面不平整,例如网穴有“铬瘤”(如图4所示);二是胶黏剂工作液中存在外来的、较硬的砂石或灰尘。 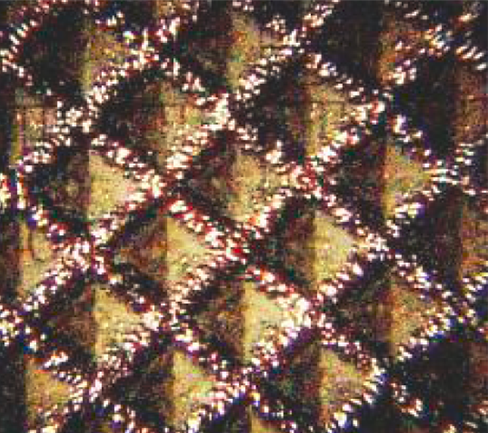 图4 有“铬瘤”的网穴 通常由涂胶辊表面状态不良所导致的“豁口”数量会比较多。此时就应使用水砂纸或金刚砂纸对涂胶辊表面进行抛光处理。 而由胶黏剂工作液中较硬的砂石或灰尘所导致的“豁口”数量会比较少。此时应当对胶黏剂工作液做连续过滤处理,具体方法是在胶槽的回流口上挂一只尼龙丝袜。 对于已存在较小“豁口”的刮刀片,可以用水砂纸进行磨刀处理;而对于已存在较大“豁口”的刮刀片,则需予以更换。 3.空刀线 如前所述,空刀线是由存在于胶黏剂工作液中的、已经附着在刮刀刃部的或大或小的杂质所导致,因此最佳处理方法是对胶黏剂工作液做连续过滤处理,具体方法是在胶槽的回流口上挂一只尼龙丝袜。 4.合理应用平滑辊 合理应用平滑辊,可以消除或缓解各类刀线对复合薄膜外观的影响。 |
| [Top] |
|
| 论坛版规: |





