�ƴ�����֪���ƴ� |
 �� �� |
||
| ¥��-����ʱ��:2022/5/7 11:05:09�����ƴ�����ַ�ڴ�����������ô�죿 |
 ����װ�ӹ� ����װ�ӹ�
|
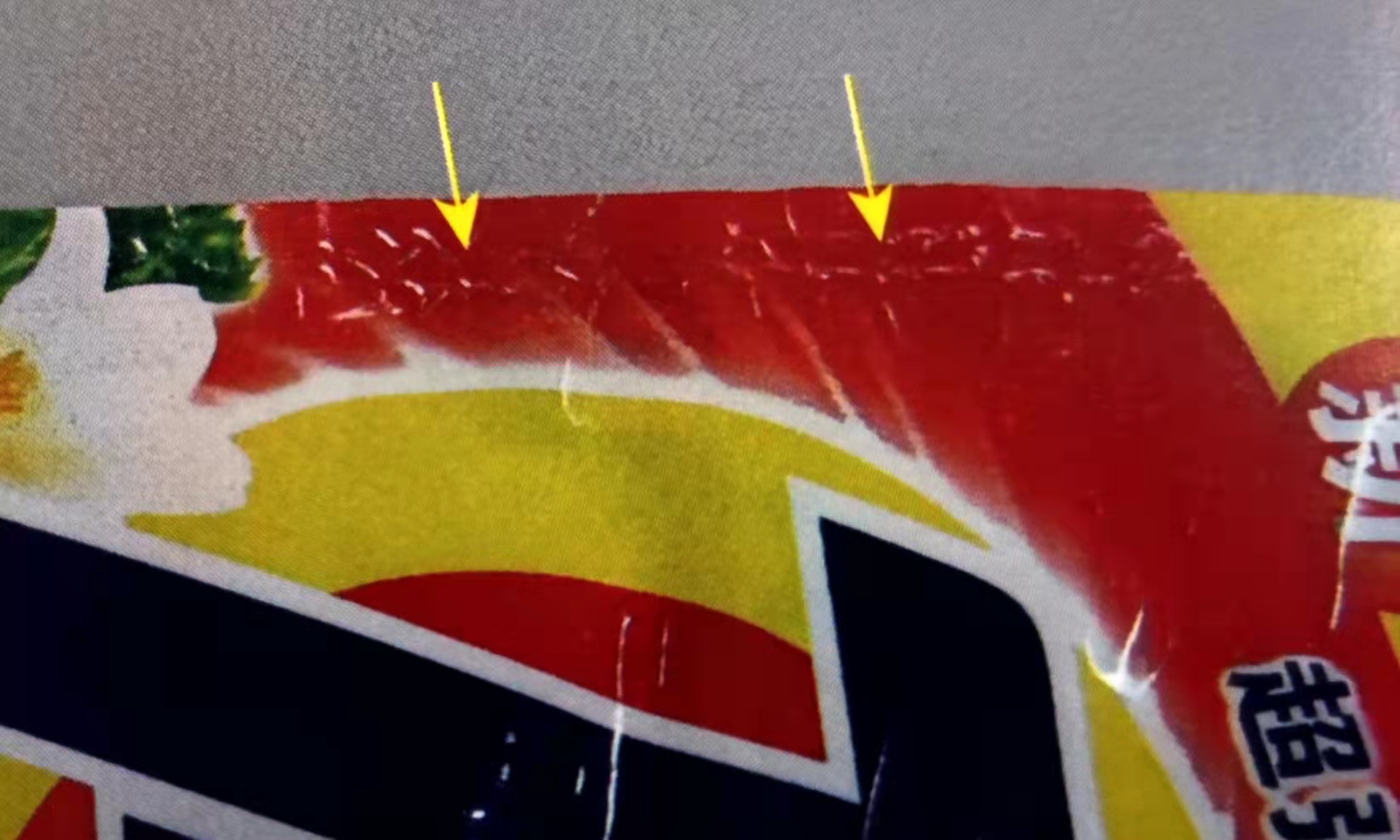
�ø���Ĥ��Ϊ���ݳ������������ӵ������߶ȷ���Ϊ���ϱ�Ĥ�����з����ӵ�����ƽ���Ȳ��Ǻܺã��ڷ�ڵ���Ե���в���״���á��ֲ��Է�����ޡ����ص��ǣ����ӵĺ��ڣ�������ڣ���������ã����ӵ��ݷ�ڰ�īɫ�ɷ�Ϊ���Σ��Sɫī�Ρ��ٺ�ɫī�Ρ���ɫī�Ρ���ɫī�κͲ�ɫī�εķ��������ã����ٺ�ɫī�εķ�ڴ��з���ȷ�������ޣ��Ҳ���������������岿�֡� ���������Ļ���״̬���ڲ㣨������������ CPE��ƽֱ�����㡰���𡱡� �����ֶ����������Ľ����ʾ����ɫī�κͲ�ɫī�εİ������ϸߣ��ٺ�ɫī�εİ������ϵͣ������ٺ�ɫī�εĽ����н����Ե���ԡ�
ԭ�� �����ض����ƴ������¶������£����ɸø���Ĥ�Ļ��ļ���������ʲ���Ƚϴ� ���ڸø���Ĥ�����ض��ȺϹ��������£��ݷ�ڴ��� CPE �����ڷ�ڵ����������϶�������һ���̶ȵıȱ�����ĸ������������ ���ٺ�ɫī�εİ�������Խ�С�����ֿܵ�������ļ���������ʲ����������ļ������� �ܵ����ٺ�ɫī�εİ�������Խ�С��ԭ������ǣ�ī��ı�����ʪ�����ϵͣ�ī��IJ����ܼ����϶ࣻī���к��������϶�ĺ������⣨�紼�ࣩ�����ʣ���ʹ�����ٺ�ɫī���Ӧ������Ľ���ķ�Ӧ����ʽϵ͡� ����Բߣ� ��ѡ���������ʲ����С�Ļ��ı�Ĥ; �ڵ���ӡˢ����������ȷ��ī���ѱ���ֵظ�� �۵����ȺϹ�������������ʹ�ýϵ͵��Ⱥ��¶Ⱥͽϸߵ��Ⱥ�ѹ�����Լ��ٸ���Ĥ���ȺϹ����е��������ʣ���߸���Ĥ����ƽ���ȡ� |
| [Top] |
|
| ��̳��棺 |