凹印版须知:凹印 |
  |
||
| 楼主-发帖时间:2021/4/23 9:44:46软包装凹印串色现象的原因与对策 |
 软包装杂工 软包装杂工
|
在软包装凹印中常常会发生串色现象,即后一色油墨使前一色油墨层发生溶解或者将其反粘下来,出现印刷层次不清、图文模糊等现象,若不能正确调整,将出现严重的质量事故,不仅影响软包装企业的效益,还直接影响产品的市场竞争地位。因此,操作人员必须了解造成软包装凹印串色现象的原因,并“对症下药”,及时解决质量事故,将企业的经济损失降到最低。本文中,笔者将对软包装凹印生产中遇到的串色现象进行分析,并结合实际情况给予对应的解决方案,供业内人士探讨交流。
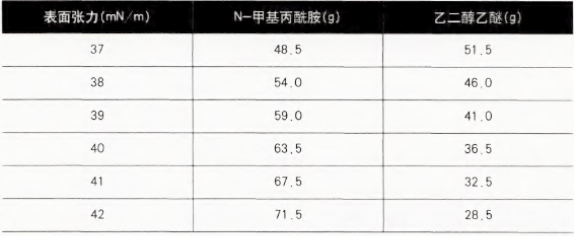
基材表面状况不良 基材表面状况不良是导致串色现象的主要因素之一。因为软包装使用的基材主要有聚乙烯、聚丙烯等薄膜,这些材料均属于非极性材料,表面致密、光洁,属于惰性表面,表面张力相对偏低,仅29~30mN/m。然而从理论上讲,表面张力低于33mN/m的薄膜就无法正常印刷使用,主要是因为油墨在其表面的附着力太低,当凹印机高速运转时,导向辊表面会产生一定热量,这种热量很容易使附着力差的油墨层发生热熔化或软化,而被软化后的油墨层极易和基材发生脱层或部分分离现象,通常情况下会出现以下两种情况。 (1)导向辊表面因粘附大量油墨而发出“吱吱”的响声,随着油墨在导向辊表面的不断聚集,最终会使印品的图案形成针孔状,严重时甚至会出现整片墨层被拉脱的情况。 (2)后一色油墨将前一色被软化的油墨层部分反粘下来,反粘下来的前一色油墨层与后一色油墨混合。如果不能及时处理,后一色油墨就会发生根本性变化,比如蓝色油墨被黄色油墨反粘,最终使黄色油墨变成绿色。 所以,薄膜的表面张力必须符合要求才可上机印刷,以避免出现串色现象,严重影响产品质量。 目前软包装行业一般采用电子束冲击对非极性薄膜进行表面处理,使其表面产生微孔,便于油墨渗透,提高印刷牢度。而且电子束冲击处理的效果与电压高低产生新生态氧的量有关,条件适宜的情况下,可使非极性薄膜的表面张力从原来的29~30mN/m提高到40~45mN/m。一般情况下,经表面处理后塑料薄膜的表面张力都会≥38mN/m,完全可以满足凹印生产要求。 塑料薄膜的表面张力可以采用标准检测液进行检测,标准检测液的配方如表1所示。测试方法是使用棉球蘸取少许标准检测液并涂布在电子束处理过的薄膜表面,若薄膜不发生收缩,且能自由平展铺开,则说明达到了处理要求;若涂布在薄膜表面的标准检测液呈水珠状分布,则说明薄膜的表面张力低于处理要求,仍需对其表面做进一步处理。
稀释溶剂配比不当 在软包装凹印过程中,经常会使用稀释剂来调整油墨黏度,以达到凹印生产需求,最后通过烘箱将印品表面残留的稀释剂烘干。稀释剂根据印刷车间温湿度、印刷速度等实际情况,采用多种溶剂按照一定比例配制而成,要求其尽可能地挥发,且挥发越彻底、挥发速度越快越好。 稀释剂的挥发程度与溶剂配比有很大关系,一旦配比不当就容易发生串色现象,且挥发程度也不理想。如果前一色油墨中溶剂挥发不完全,油墨附着力将受到影响,即油墨表面层已干燥,而墨层内部仍然潮湿,在这种情况下极易发生未干燥的油墨层被后一色油墨反粘下来的现象。 针对这种情况,笔者认为调整稀释剂配比或者适当提高前一色油墨的干燥温度,确保稀释剂彻底挥发,就可以避免串色问题。 油墨黏度控制不当 油墨黏度对保证印品质量非常重要,实际凹印生产中许多常见的印品质量事故都与油墨黏度控制不当有关,比如水纹、色差、斑点、串色等。其中,串色现象发生的几率较高,通常是因为后一色油墨黏度太低。油墨黏度太低,其固含量就低,而稀释剂或其他添加剂的含量就会相对较多,采用此类油墨进行印刷就会出现行业人士俗称的“洗涤”现象,即后一色油墨将前一色油墨层“洗”下来。 对此,笔者认为应适当提高后一色油墨的黏度,满足印刷生产要求,以避免串色现象的发生。 机速过慢及胶辊压力过大 印刷速度太慢也是导致串色现象的主要原因之一,机速越慢,前一色油墨接触后一色油墨的时间越长,越不利于后一色油墨的传递和转移,随着后一色油墨与前一色油墨接触时间的增加,从而发生相溶串色。根本的解决办法是适当提高印刷速度。 胶辊的主要作用是在凹印过程中给基材施加一定压力,使其尽可能与印版接触,使印版网穴内的油墨充分转移到基材表面。国产凹印设备大部分采用升降汽缸将胶辊升高或放低,压力一般控制在3.5~4.0kg。如果后一色油墨胶辊压力太大(超过4.0kg),就很容易将前一色油墨层压贴在后一色印版上,从而发生串色现象。这种情况在层次版发生的几率比实地版高。所以,适当减轻后序胶辊的压力使其稳定维持在适宜范围内,是避免串色现象的有效方法。 其他因素 软包装凹印串色现象除了与以上因素有关,还与以下因素有关。 1.机械因素 如果胶辊两端轴承发生磨损或缺油,凹印过程中其行程势必与印版不同步,从而导致基材表面不平滑,在这种情况下极易发生串色现象。因此,操作人员在定期检修维护凹印设备的同时,还应重视对胶压辊两端轴承的检查,保证轴承充分润滑。 2.印刷车间温湿度 当印刷车间湿度过大,尤其是梅雨季节,发生串色现象的几率就比较高。因此,印刷车间温度宜控制在2l~23℃,湿度宜控制在60%左右。 其实,造成软包装串色现象的因素还有很多,操作人员应根据实际生产情况做出判断,并加以解决。另外,操作人员还要养成从平时工作中总结经验的习惯,以不断提高自身专业技术水平,这也是提高印刷质量的关键因素。
|
| [Top] |
|
| 论坛版规: |