薄膜版须知:薄膜 |
  |
||
| 楼主-发帖时间:2026/4/25 9:29:05镀铝复合膜外观“白点”问题解析及解决策略 |
 软包装杂工 软包装杂工
|
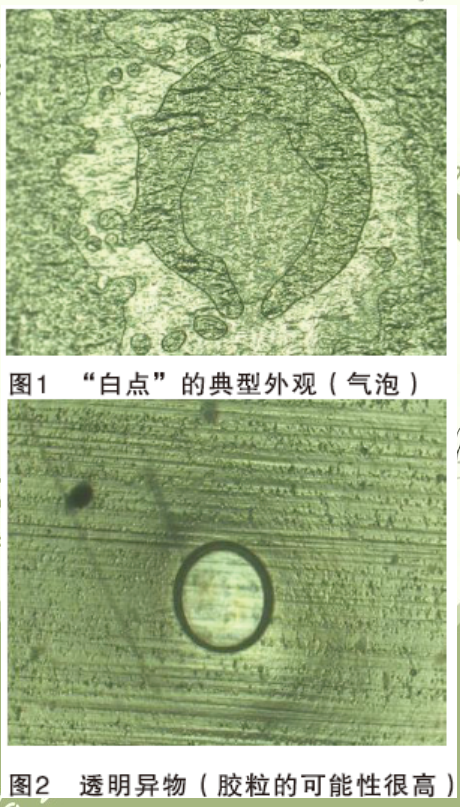
“白点”现象的成因与应对措施“白点”是指复合膜表面出现的随机分布、大小不一的白色斑点,这种现象在无印刷复合膜以及满版白墨或浅色系油墨复合膜上尤为显著。具体来说,“白点”现象可能出现在生产过程中的不同阶段,例如,有时在复合膜下机时就有“白点”出现,但经过一段时间的熟化后,这些“白点”会逐渐消失;而有时,“白点”在复合膜下机时便已存在,并且经过熟化后依然不减。此外,还有一种情况是在复合膜下机时并未发现“白点”,然而在经过熟化后,“白点”却意外显现。针对这些现象,本文将深入剖析可能的原因,并探讨相应的解决策略。 镀铝膜镀铝侧表面张力不足在复合前,对使用的薄膜电晕面进行表面张力检测是常规操作,但有时会遗漏对镀铝膜的检测。特别是对于VMCPP膜,其CPP基膜中可能存在小分子助剂析出的问题,导致存放一段时间后的VMCPP膜镀铝侧表面张力不足。 胶黏剂流平性不佳使用溶剂型胶黏剂时,需依据产品说明书选择合适的工作液浓度,以确保胶水流平性最优。在连续生产复合过程中,应实施粘度检测与控制,当粘度显著增加时,需及时补充溶剂。有条件的企业可选用封闭式自动泵胶设备。对于无溶剂型胶黏剂,则需根据产品说明书调整最佳加热温度;同时,考虑到无溶剂活化期的问题,计量辊内的胶水在长时间后应及时清除。 复合工艺不当在复合PET与VMCPP时,需注意VMCPP膜的轻薄与延伸性,避免贴合辊与收卷张力过大。而对于PET与VMPET的复合,则因PET的刚性需适当提高贴合与收卷张力。不同镀铝膜结构复合时,需依据设备特性调整工艺参数。 异物侵入导致的“白点”异物如灰尘、胶粒和杂物可能来源于车间或设备,尤其是无尘车间外的杂物。为预防此问题,应确保车间整洁,并安装除尘和过滤装置。设备停机前,需用无尘布清洗关键部件,如涂布辊、刮刀和展平辊等。 高湿度环境引起的“白点”雨季车间湿度超过80%时,复合膜易出现“白点”。建议加装温湿度表监控,并采取除湿措施。对于阻隔性好的多层复合膜,可考虑暂停生产或采用单层多次、间断性复合方式。同时,在胶黏剂性能正常的情况下,可适量减少固化剂使用,通常减少5%即可。 油墨印刷层问题油墨印刷层的平整度至关重要。不平整时,应增加胶黏剂涂布量。更换或使用特种油墨时,需检测油墨层表面张力,以防因光油层表面张力不足而导致的“白点”现象。 上胶面处理当未发现明显异常且“白点”问题持续存在时,可尝试在镀铝膜侧进行涂布工艺的调整。但需注意,此方法存在一定局限性。特别是在VMCPP或VMPE镀铝膜的情况下,由于烘箱中的热力和张力作用,膜材可能发生拉伸变形,从而需要相应的复合工艺调整。此外,镀铝层的剥离强度也可能受到影响。 熟化后“白点”现象解析对于下机时未发现异常,但熟化后出现的“白点”问题,需特别关注。这类情况常出现在阻隔性优良的复合膜结构中,例如PET//VMCPP和PET/VMPET/PE结构。当薄膜厚度较大,或使用KBOPP薄膜、KPET薄膜时,更易出现此类问题。此外,使用厚铝箔或KNY等薄膜也可能遇到类似情况。 该“白点”现象的产生,主要归因于复合膜内的气体溢出。这些气体可能源于残留溶剂的溢出,或是固化剂与水蒸气反应生成的二氧化碳气体。由于复合膜的阻隔性良好,这些气体无法逸出,从而在复合层内形成“白点”现象(即气泡)。 为解决此问题,需确保复合设备烘箱的温度、风量、负压等工艺参数设置得当,以保证胶黏剂层无残留溶剂。同时,控制车间湿度,采用封闭式涂胶系统也是必要的措施。此外,选用不产生气泡的固化剂,并严格检测溶剂中的水分含量(要求≤03%),也是预防此类问题的重要环节。 在实际生产中,导致“白点”现象的原因可能多种多样,因此需要根据具体情况进行判断和改进。 |
| [Top] |
|
| 论坛版规: |