制袋版须知:制袋 |
  |
||
| 楼主-发帖时间:2025/4/21 9:25:07软包装制袋工序关键控制点与检测方法 |
 软包装杂工 软包装杂工
|
【热封温度与材料】
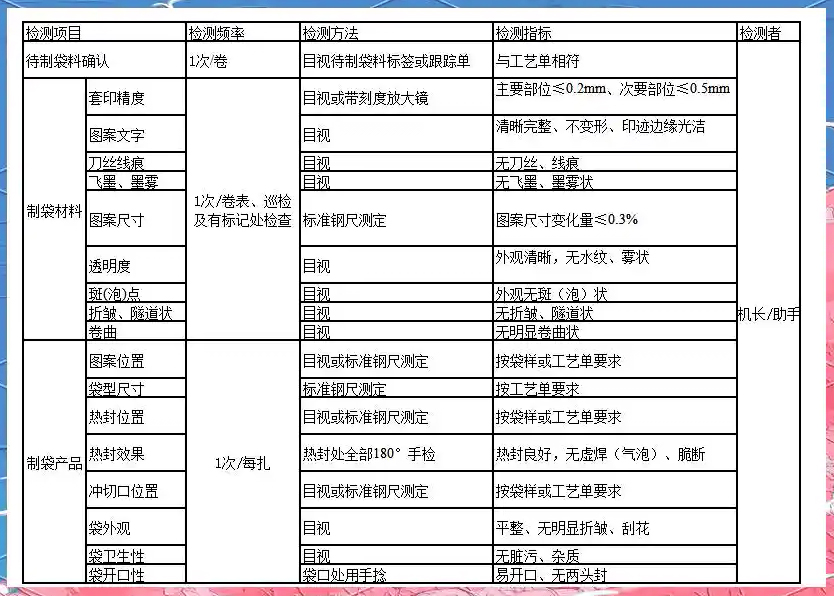
在制袋工序中,合理设定热封温度和材料,确保热封质量并避免过大或过小影响袋质量。热封温度是一个关键参数。它不仅影响着热封材料的性能,还对袋子的整体质量有着至关重要的影响。合理的热封温度能够确保热封材料在制袋过程中顺利完成热封,从而保证袋子的持久耐用。然而,如果热封温度过高或过低,都可能导致热封效果不佳,进而影响袋子的质量。 【制袋机结构】 在制袋工艺中,制袋机由多个系统协同工作,确保制袋过程流畅精准。它主要由送料系统、加热系统、封口系统以及成型系统等多个部分组成。送料系统负责将热封材料输送至工作区域,加热系统则提供必要的热量,以确保热封过程的顺利进行。封口系统则是实现袋体封口的关键环节,而成型系统则负责将热封材料塑造成所需的袋型。 【边封与合掌机】 在软包装生产中,合掌机扮演着重要的角色。它主要用于将制袋机的各部分进行整合与协调,形成流水线制袋。通过合掌机的精准操作,可以实现对袋体封口质量的精确控制,从而提高制袋的效率与质量。 【生产过程中的关键控制点】 在热封工艺的生产过程中,存在几个至关重要的控制要点。首先,热封压力的合理施加是确保热封效果的关键因素。压力不足会导致热封不完整,而压力过大则可能挤出熔融材料,影响热封强度。其次,热封后的封口部位强度损失应控制在一定范围内,通常不应超过10%~15%,以确保包装袋的质量。此外,压力的调整还会影响热封特性,包括所需热封时间和热封温度,因此在实际操作中需要谨慎控制。
制袋工序则是将复合膜热封成特定袋形的工艺。这一步骤要求复合膜的内层具备热封性能。制袋方式可分为背封制袋和边封制袋,其中背封制袋采用分体式设计,先通过合掌成形,再经切刀完成制袋。常见的袋形包括中封袋、中封风琴袋、梯形中封风琴袋、侧封风琴袋、四边封风琴袋、三边封袋、自立袋、三边封拉链袋、自立拉链袋、企鹅袋、撕嘴袋以及盒中袋等。
|
| [Top] |
|
| 论坛版规: |